|
1
∑∂á˙
±æòÀú “é(gu®©)∂®¡Àπ‹µ¿°¢»›∆˜°¢‘OljΩYòã”√üoøp‰ìπ‹µƒ≥fl¥Á°¢Õ‚–Œ°¢÷ÿ¡ø°¢ºº–g“™«Û°¢ôzÚû≈c‘á
Úû°¢∞¸—b°¢òÀ÷æ∫ÕôzÚûŒƒº˛°£
±æòÀú flm”√”⁄≥£÷›æ´√‹‰ìπ‹≤©øÕæW(w®£ng)…˙Æaµƒ”√”⁄÷∆‘Ïπ‹µ¿°¢»›∆˜°¢‘Oljº∞∆‰À¸ΩYòã÷–”–›^∏fl
“™«ÛµƒÃºÀÿ‰ìº∞µÕ∫œΩ‰ìü·‹àüoøp‰ìπ‹°£
2
“é(gu®©)∑∂–‘“˝”√Œƒº˛
œ¬¡–Œƒº˛÷–µƒóløÓÕ®fl^±æòÀú µƒ“˝”√∂¯≥…ûȱæòÀú µƒóløÓ°£∑≤ «◊¢»’∆⁄µƒ“˝”√Œƒº˛£¨∆‰ÎS∫Û
À˘”–µƒ–fi∏ƒÜŒ£®≤ª∞¸¿®ø±’`µƒÉ»»›£©ªÚ–fi”Ü∞Êæ˘≤ªflm”√”⁄±æòÀú £¨»ª∂¯£¨πƒÑÓ∏˘ì˛(j®¥)±æòÀú fl_
≥…Öf(xi®¶)◊hµƒ∏˜∑Ω—–æø «∑Òø… π”√fl@–©Œƒº˛µƒ◊Ó–¬∞ʱ氣∑≤ «≤ª◊¢»’∆⁄µƒ“˝”√Œƒº˛£¨∆‰◊Ó–¬∞ʱæ
flm”√”⁄±æòÀú °£
GB/T
222-2006 ‰ìµƒ≥…∆∑ªØåW≥…∑÷‘ ‘S∆´≤Ó
GB/T 223 ‰ìËFº∞∫œΩªØåW∑÷Œˆ∑Ω∑®
GB/T 228-2002 ΩåŸ≤ƒ¡œ
“úÿ¿≠…Ï‘áÚû∑Ω∑®
GB/T 229-1994 Ω埜ƒ±»»±ø⁄õ_ìÙ‘áÚû∑Ω∑®
GB/T 242-2007
ΩåŸπ‹îUø⁄‘áÚû∑Ω∑®
GB/T 246-2007 ΩåŸπ‹â∫±‚‘áÚû∑Ω∑®
GB/T 2102-2006
‰ìπ‹µƒÚû ’°¢∞¸—b°¢òÀ÷æ∫ÕŸ|¡ø◊C√˜ï¯
GB/T 2975-1998 ‰ìº∞‰ìÆa∆∑ ¡¶åW–‘ƒ‹‘áÚû»°ò”Œª÷√º∞‘áò”÷∆lj
GB/T
4336-2002 úÀÿ‰ì∫Õ÷–µÕ∫œΩ‰ì ªª®‘¥‘≠◊”∞l(f®°)…‰π‚◊V∑÷Œˆ∑Ω∑®£®≥£“é(gu®©)
∑®£©
GB/T 7735-2004
‰ìπ‹úu¡˜ÃΩÇ˚ôzÚû∑Ω∑®
GB/T 8163-2008 ›îÀÕ¡˜Ûw”√üoøp‰ìπ‹
GB/T 8170-2008
îµ(sh®¥)÷µ–fiºs“é(gu®©)Ñt≈còOœfiîµ(sh®¥)÷µµƒ±Ì æ∫Õ≈–∂®
GB/T 18253-2000 ‰ìº∞‰ìÆa∆∑ ôzÚûŒƒº˛µƒÓê–Õ
GB/T
20066-2006 ‰ì∫ÕËF ªØåW≥…∑÷úy∂®”√‘áò”µƒ»°ò”∫Õ÷∆ò”∑Ω∑®
GB/T 20123-2006 ‰ìËF øÇú¡Ú∫¨¡øµƒúy∂®
∏flÓl∏–뙆t»ºü˝∫ÛºtÕ‚Œ¸ ’∑®
£®≥£“é(gu®©)∑Ω∑®£©
GB/T 20125-2006 µÕ∫œΩ‰ì ∂‡‘™Àÿ∫¨¡øµƒúy∂®
Îä∏–ÒÓ∫œµ»Îx◊”Ûw‘≠◊”∞l(f®°)…‰
π‚◊V∑®
GB/T 20126-2006 ∑«∫œΩ‰ì µÕú∫¨¡øµƒúy∂® µ⁄2
≤ø∑÷£∫∏–뙆t£®ΩõÓAº”ü·£©
É»»ºü˝∫ÛºtÕ‚Œ¸ ’∑®
3 ≥fl¥Á°¢Õ‚–Œ°¢÷ÿ¡ø
3.1 Õ‚èΩ∫Õ±⁄∫Ò
3.1.1
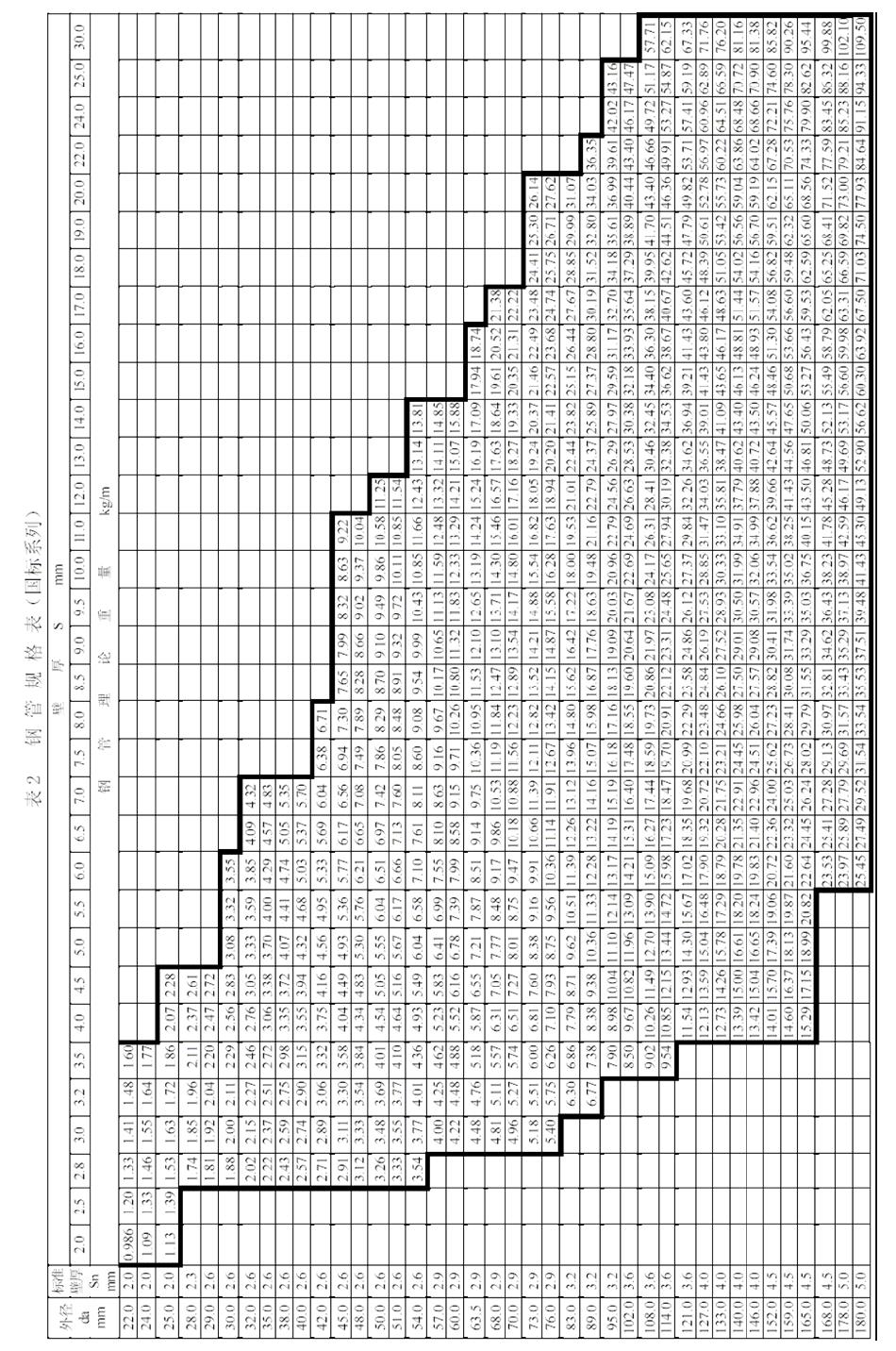
Õ‚èΩ∫Õ±⁄∫Ò»Á±Ì1°¢±Ì2 À˘ æ°£∏˘ì˛(j®¥)–Ë∑Ω“™«Û£¨Ωõπ©–ËÎp∑Ω…Ã∂®£¨ø…π©ë™±Ì1°¢±Ì
2 “é(gu®©)∂®“‘Õ‚µƒ‰ìπ‹°£
3.1.2
Õ‚èΩµƒ‘ ‘S∆´≤Óë™∑˚∫œ±Ì3 “é(gu®©)∂®°£
3.1.3 ±⁄∫Òµƒ‘ ‘S∆´≤Óë™∑˚∫œ±Ì4 “é(gu®©)∂®°£
3.2 ÈL∂»
3.2.1
‰ìπ‹µƒÕ®≥£ÈL∂»ûÈ6m°´12m°£Ωõπ©–ËÎp∑ΩÖf(xi®¶)◊h£¨ø…π©ë™5m°´12m ÈL∂»∑∂á˙É»µƒ
∂®≥fl‰ìπ‹£¨∆‰ÈL∂»‘ ‘S∆´≤Óë™∑˚∫œ±Ì5
µƒ“é(gu®©)∂®°£
3.2.2 ∏˘ì˛(j®¥)–Ë∑Ω“™«Û£¨Ωõπ©–ËÎp∑ΩÖf(xi®¶)◊h£¨“≤ø…π©ë™∆‰À˚ÈL∂»µƒ‰ìπ‹°£
3.3 Õ‚–Œ
3.3.1
‰ìπ‹µƒèù«˙∂»≤ªµ√¥Û”⁄»Áœ¬“é(gu®©)∂®£∫
±⁄∫Ò°‹15mm 1.0mm/m
±⁄∫Ò£æ15mm 1.5mm/m
3.3.2
‰ìπ‹µƒÉ…∂À∂À√Êë™≈c‰ìπ‹›SæÄ¥π÷±£¨«–ø⁄√´¥Ã뙫Â≥˝°£
±Ì3
|
Õ‚èΩ da mm |
Õ‚èΩ‘ ‘S∆´≤Ó |
|
°‹50 |
°¿0.5mm |
|
£æ50 |
°¿1%da |
 |
±Ì4
|
±⁄∫Ò‘ ‘S∆´≤Ó |
|
Õ‚èΩda°‹130mm |
Õ‚èΩda£æ130mm |
|
±⁄∫ÒS |
±⁄∫ÒS |
|
S°‹2°§Sn |
2°§Sn£ºS°‹4°§Sn |
S£æ4°§Sn |
S°‹0.05da |
0.05da£ºS°‹0.11da |
S£æ0.11da |
|
£´15£•
£≠10£• |
£´12.5%
£≠10£• |
°¿9% |
£´15£•
£≠10£• |
°¿12.5% |
°¿10% |
| ◊¢£∫Sn ûÈòÀú ±⁄∫Ò£®“ä±Ì1 ∫Õ±Ì2£© |
|
|
±Ì5
|
∂®≥flÈL∂» |
ÈL∂»‘ ‘S∆´≤Ó |
|
°‹6m |
£´10mm
0 |
|
£æ6m |
£´15mm
0 |
|
|
3.4 ÷ÿ¡ø
3.4.1
‰ìπ‹∞¥åçÎH÷ÿ¡øΩªÿõ£¨“‡ø…∞¥¿Ì’ì÷ÿ¡øΩªÿõ°£‰ìπ‹√ø√◊¿Ì’ì÷ÿ¡ø¡–”⁄±Ì1°¢±Ì2£®‰ì
µƒ√‹∂»∞¥7.85kg/dm3£©°£
3.4.2
‰ìπ‹µƒåçÎH÷ÿ¡ø≈c¿Ì’ì÷ÿ¡øµƒ∆´≤Ó≤ªµ√¥Û”⁄œ¬¡–“é(gu®©)∂®£∫
ÜŒ∏˘‰ìπ‹ £´10£•
£≠8£•
≤ª…Ÿ”⁄10 áçïrµƒ‹á›d¡ø
£´10£•
£≠5£•
4 ºº–g“™«Û
4.1 ≈∆Ãñ∫ÕªØåW≥…∑÷
4.1.1 ‰ìµƒ≈∆Ãñ∫ÕªØåW≥…∑÷£®»€üí∑÷Œˆ£©ë™∑˚∫œ±Ì6
“é(gu®©)∂®°£Ωõπ©–ËÎp∑ΩÖf(xi®¶)…ã¨ø…π©ë™∆‰À¸
≈∆Ãñµƒ‰ìπ‹°£
4.1.2 ‰ìπ‹µƒ≥…∆∑ªØåW≥…∑÷‘ ‘S∆´≤Ó∞¥GB/T 222
µƒ”–ÍP“é(gu®©)∂®°£
4.2
“±üí∑Ω∑®
‰ìë™ûÈÎä†tªÚ—ıö‚fiD†t“±üíµƒÊÇ(zh®®n)Ïo‰ì£¨»Ù–Ë∑ΩüoÃÿÑe÷∏∂®£¨Ñt“±üí∑Ω∑®”…π©∑Ω¥_∂®°£
E275K2°¢E355K2°¢C22E°¢C35E°¢C45E
µ»≈∆Ãñµƒ‰ìë™ûȺöæß¡£‰ì≤¢∫¨”–πõ™‘™Àÿ°£
4.3 Ωªÿõ†ÓëB(t®§i)
4.3.1 ‰ìπ‹Ωªÿõ†ÓëB(t®§i)ë™∑˚∫œ±Ì7 ∫Õ±Ì8°£
4.3.2
»Áπ˚ü·èࡶ‹à÷∆£®»ÁèࡶúpèΩ£©∫Û‰ìπ‹µƒΩK‹àúÿ∂»∏fl”⁄‰ì≤ƒµƒœ‡◊É≈RΩÁúÿ∂»Ar3 «“
π‹◊” «Ωõfl^ø’¿‰ïr£¨Ñtπ‹◊”“ïûÈΩõfl^¡À’˝ªÃé¿Ì°£
4.3.3 »Áπ˚“™«Û‰ìπ‹±Ì√ÊÕø∑¿∏ØÕø¡œ£¨ë™‘⁄”Üÿõïr…Ã∂®°£
4.4 ¡¶åW–‘ƒ‹
4.4.1
Ωªÿõ†ÓëB(t®§i)‰ìπ‹µƒ “úÿøvœÚ¿≠…Ï–‘ƒ‹ë™∑˚∫œ±Ì7 ªÚ±Ì8 µƒ“é(gu®©)∂®°£
4.4.2 嶔⁄E275K2 ∫ÕE355K2
≈∆Ãñµƒ‰ìπ‹£¨ë™flM––øvœÚõ_ìÙ‘áÚû°£Ωªÿõ†ÓëB(t®§i)‰ìπ‹µƒ»´≥fl
¥Á‘áò”œƒ±»V –Õ»±ø⁄õ_ìÙπ¶ë™ùM◊„±Ì8
µƒ“é(gu®©)∂®°£≤ªƒ‹÷∆lj»´≥fl¥Á‘áò”ïr£¨ø…≤…”√åí∂»ûÈ7.5
mm ªÚ5.0 mm
µƒ–°≥fl¥Á‘áò”°£õ_ìÙ‘áò”ë™Éû(y®≠u)œ»flxìÒ±Mø…ƒ‹µƒ›^¥Û≥fl¥Á°£Æî≤ª◊„“‘flx»°
5.0mm åí∂»‘áò”ïr£¨≤ªflM––õ_ìÙ‘áÚû°£7.5 mm ∫Õ5.0mm
–°≥fl¥Á‘áò”µƒ◊Ó–°œƒ±»V –Õ»±
ø⁄õ_ìÙ𶓙«Ûë™∑÷ÑeûȱÌ8 ÷–µƒ»´≥fl¥Á‘áò”õ_ìÙ𶓙«Û÷µ≥À“‘flfúpœµîµ(sh®¥)0.75 ∫Õ0.50°£
4.5
√‹åç–‘
‰ìπ‹ë™≤…”√GB/T 7735 ÷–µƒÚû ’µ»ºâB
÷∏˘flM––úu¡˜ÃΩÇ˚ôzÚû£¨“‘ôzÚû‰ìπ‹µƒ√‹åç
–‘°£–Ë∑Ω»Á嶉ìπ‹µƒ√‹åç–‘flM––èÕÚûïr£¨“≤ø…∞¥GB/T 8163
µƒ“é(gu®©)∂®flM––ÀÆâ∫‘áÚû£¨µ´◊Ó∏fl
‘áÚûâ∫¡¶≤ª≥¨fl^20MPa°£
4.6 π§Àá‘áÚû
4.6.1
”√St37.0°¢St44.0°¢St52.0°¢E235°¢E275°¢E315°¢E355°¢C22E°¢C35E
‰ì
÷∆‘ϵƒ‰ìπ‹£¨ë™flM––â∫±‚‘áÚû°£∏˘ì˛(j®¥)–Ë∑Ω“™«Û£¨π©–ËÎp∑Ω…Ã∂®≤¢‘⁄∫œÕ¨÷–◊¢√˜£¨”√St55
‰ì
÷∆‘ϵƒ‰ìπ‹“≤ø…flM––â∫±‚‘áÚû°£
â∫±‚‘áÚû∫Û£¨‘áò”…œ≤ª‘ ‘S¥Ê‘⁄¡—øpªÚ¡—ø⁄£¨‰ìπ‹â∫±‚∫Û∆Ω∞ÂÈgæ‡Îx∞¥œ¬ Ω”ãÀ„£∫
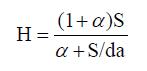 |
Ω÷–£∫S£≠‰ìπ‹µƒπ´∑Q±⁄∫Ò£¨mm£ª
da£≠‰ìπ‹µƒπ´∑QÕ‚èΩ£¨mm£ª
¶¡£≠ÜŒŒªÈL∂»◊É–Œœµîµ(sh®¥)£¨å¶”⁄St37.0
∫ÕE235£¨¶¡=0.09£ªå¶”⁄St44.0°¢St52.0°¢
E275°¢E315°¢E355 ∫ÕC22E£¨¶¡=0.07£ªå¶”⁄St55
∫ÕC35E£¨¶¡=0.06
»Áπ˚S/da ¥Û”⁄0.15£¨‘ì≈∆Ãñ‰ìµƒ¶¡ ÷µë™úp–°0.01°£
4.6.2
∏˘ì˛(j®¥)–Ë∑Ω“™«Û£¨≤¢‘⁄∫œÕ¨÷–◊¢√˜£¨”√St37.0°¢St44.0°¢St52.0 ‰ì÷∆‘Ï£¨±⁄∫Ò≤ª¥Û
”⁄8mm
µƒ‰ìπ‹£¨ø…flM––îUø⁄‘áÚû°£
îUø⁄‘áÚû‘⁄¿‰†ÓëB(t®§i)œ¬flM––£¨Ìîø⁄ÂF∂»ûÈ30°„°¢45°„°¢60°„÷–µƒ“ª∑N£¨îUø⁄∫Û‘áò”≤ªµ√≥ˆ¨F(xi®§n)¡—
øpªÚ¡—ø⁄£¨îUø⁄‘áò”Õ‚èΩîUø⁄¬ ë™∑˚∫œ±Ì9
“é(gu®©)∂®°£
4.7
±Ì√ÊŸ|¡ø
‰ìπ‹µƒÉ»Õ‚±Ì√Ê≤ªµ√”–¡—øp°¢’€ØB°¢‹à’€°¢Îxå”∫ÕΩY∞ã¨fl@–©»±œ›ë™ÕÍ»´«Â≥˝µÙ£¨µ´«Â¿ÌÃé
µƒåçÎH±⁄∫Ò≤ªµ√–°”⁄±⁄∫ÒÀ˘‘ ‘Sµƒ◊Ó–°÷µ°£
‘ ‘S¥Ê‘⁄”…”⁄÷∆‘Ï∑Ω ΩÀ˘‘Ï≥…µƒ›pŒ¢Õπ∆°¢∞ºœ›ªÚú\µƒ›Å∫€£¨µ´‰ìπ‹µƒÕ‚èΩ∫Õ±⁄∫Ò±ÿÌö‘⁄‘
‘Sµƒ≥fl¥Á∆´≤Ó÷ÆÉ»£¨«“≤ª”∞Ìë‰ìπ‹µƒ π”√–‘ƒ‹°£
5 ôzÚû≈c‘áÚû
5.1 ‰ìπ‹µƒ≥fl¥Áë™”√∫œflmµƒ¡øæfl÷∏˘flM––úy¡ø°£
5.2
‰ìπ‹µƒÉ»°¢Õ‚±Ì√Ê–Ë‘⁄’’√˜œ¬”√»‚—€÷∏˘flM––ôz≤È°£
5.3 ‰ìπ‹µƒôzÚûÌóƒø°¢‘áÚû∑Ω∑®°¢»°ò”∑Ω∑®∫Õ»°ò”îµ(sh®¥)¡øë™∑˚∫œ±Ì10
µƒ“é(gu®©)∂®°£
5.4 ΩM≈˙“é(gu®©)Ñt
5.4.1
‰ìπ‹∞¥≈˙flM––ôzÚû∫ÕÚû ’°£√ø≈˙‰ìπ‹ë™”…Õ¨“ª“é(gu®©)∏Ò°¢Õ¨“ª≈∆Ãñ°¢Õ¨“ª†tÃñµƒ‰ìπ‹ΩM
≥…°£Æî–Ë∑Ω ¬œ»Œ¥Ã·≥ˆÃÿ ‚“™«Ûïr£¨ÃºÀÿ‰ìπ‹ø…“‘≤ªÕ¨†tÃñµƒÕ¨“ª“é(gu®©)∏Ò°¢Õ¨“ª≈∆Ãñµƒ‰ìπ‹ΩM
≥…“ª≈˙°£
5.4.2 ‰ìπ‹√ø≈˙ûÈ200 ∏˘£¨ £”‡‰ìπ‹µƒ∏˘îµ(sh®¥)≤ª–°”⁄100 ∏˘ïr£¨ÜŒ™öûÈ“ª≈˙£ª–°”⁄100
∏˘
ïr£¨ë™≤¢»Îœ‡‡èµƒ“ª≈˙÷–°£
5.5 èÕÚû≈c≈–∂®‘≠Ñt
5.5.1
嶔⁄¿≠…Ï‘áÚû°¢â∫±‚‘áÚûº∞îUø⁄‘áÚû£¨≥ıÚû»Á”–“ªÌó‘áÚûΩYπ˚£®∞¸¿®‘ìÌó‘áÚûÀ˘“™
«Ûµƒ»Œ“ª÷∏òÀ£©≤ª∫œ∏Ò£¨Ñtë™å¢‘ì∏˘‰ìπ‹Ãfi≥˝£¨≤¢èƒÕ¨“ª≈˙‰ìπ‹÷–÷ÿ–¬»°2
∏˘‰ìπ‹èÕÚû≤ª
∫œ∏ÒµƒÌóƒø£¨èÕÚûΩYπ˚º¥ π”–“ªÇÄ÷∏òÀ≤ª∫œ∏Ò£¨Ñt’˚≈˙‰ìπ‹≤ª”ËÚû ’°£
5.5.2 嶔⁄õ_ìÙ‘áÚû£¨“ªΩM3
ÇÄ‘áò”µƒ∆Ωæ˘÷µë™≤ª–°”⁄“é(gu®©)∂®÷µ£¨‘ ‘S∆‰÷–”–1 ÇÄ‘áò”µƒ÷µ
µÕ”⁄“é(gu®©)∂®÷µ£¨µ´≤ªë™µÕ”⁄“é(gu®©)∂®÷µµƒ70%°£
»Ù“ªΩM3
ÇÄ‘áò”µƒΩYπ˚õ]”–ùM◊„…œ ˆ“é(gu®©)∂®£¨µ´µÕ”⁄“é(gu®©)∂®÷µµƒ‘áò”≤ª≥¨fl^2 ÇÄ£¨«“µÕ”⁄“é(gu®©)∂®
÷µ70%µƒ‘áò”≤ª≥¨fl^1 ÇÄ£¨ø…èƒÕ¨“ª≥Èò”‰ìπ‹…œ‘Ÿ»°1
ΩM3 ÇÄ‘áò”£¨‘⁄µ⁄∂˛ΩM‘áò”‘áÚû∫Û£¨
»Áπ˚Õ¨ïrùM◊„œ¬¡–ólº˛£¨‘ì≥Èò”‰ìπ‹≈–ûÈ∫œ∏Ò£∫
a) 6
ÇÄ‘áò”µƒ∆Ωæ˘÷µ≤ª–°”⁄“é(gu®©)∂®÷µ£ª
b) µÕ”⁄“é(gu®©)∂®÷µµƒ‘áò”≤ª≥¨fl^2 ÇÄ£ª
c) µÕ”⁄“é(gu®©)∂®÷µ70%µƒ‘áò”≤ª≥¨fl^1
ÇÄ°£
»Áπ˚õ]”–ùM◊„…œ ˆólº˛£¨‘ì≥Èò”‰ìπ‹ë™≈–ûÈ≤ª∫œ∏Ò£¨Ñt’˚≈˙‰ìπ‹≤ª”ËÚû ’°£
5.5.3
π©∑Ωø…å¶èÕÚû≤ª∫œ∏Òµƒ‰ìπ‹flM––’˝ªÃé¿Ì£¨◊˜ûÈ–¬µƒ“ª≈˙Ã·ΩªÚû ’£¨’˝ª¥Œîµ(sh®¥)ë™≤ª
≥¨fl^É…¥Œ°£
6 ∞¸—b°¢òÀ÷æ∫ÕôzÚûŒƒº˛
6.1 ‰ìπ‹µƒ∞¸—b∫ÕòÀ÷æë™∑˚∫œGB/T 2102 µƒ“é(gu®©)∂®°£
6.2
ôzÚûŒƒº˛
6.2.1 Õ®≥£«Èõrœ¬£¨ôzÚûŒƒº˛µƒÓê–Õë™∑˚∫œGB/T 18253 ÷–ôzÚûŒƒº˛Óê–Õ°∞5.1
B°±µƒ“é(gu®©)∂®°£
º¥”…÷∆‘ÏèS ⁄ô‡µƒ°¢™ö¡¢”⁄…˙Æa≤øÈTµƒôzÚû¥˙±Ì£¨∏˘ì˛(j®¥)“é(gu®©)∂®µƒôzÚû∫Õ‘áÚû“™«ÛflM––ôzÚû∫Õ‘á
Úû£¨≤¢≥ˆæflôzÚûŒƒº˛°£Ωõπ©–ËÎp∑ΩÖf(xi®¶)…ã¨≤¢‘⁄∫œÕ¨÷–◊¢√˜£¨“≤ø…÷π©∆‰À˚Óê–ÕµƒôzÚûŒƒº˛°£
6.2.2
√ø≈˙Ωªÿõ‰ìπ‹±ÿÌöÈ_æflôzÚûŒƒº˛°£ôzÚûŒƒº˛µƒÉ»»›£¨ø…∞¥–Ë“™◊¢√˜£∫…ÃòÀ°¢π©∑Ω√˚
∑Q°¢”ÜÿõÜŒŒª√˚∑Q°¢Æa∆∑√˚∑Q°¢Æa∆∑”ÜÿõòÀú °¢Æa∆∑“é(gu®©)∏Ò°¢∫œÕ¨Ãñ°¢≈∆Ãñ°¢†tÃñ°¢Ωªÿõ†ÓëB(t®§i)°¢
¿¶îµ(sh®¥)°¢÷ÿ¡ø°¢òÀú ÷–“é(gu®©)∂®µƒ∏˜Ìó‘áÚûΩYπ˚°¢ôzÚûŒƒº˛∫û∞l(f®°)»’∆⁄°¢Ωªÿõ»’∆⁄°¢Ÿ|¡øπ‹¿Ì≤øÈTÿì
ÿü»À∫û◊÷µ»°£
7 îµ(sh®¥)÷µ–fiºs“é(gu®©)Ñt
îµ(sh®¥)÷µ–fiºs“é(gu®©)Ñtë™∑˚∫œGB/T 8170 µƒ“é(gu®©)∂®°£
8 ≈∆ÃñΩ¸À∆嶒’
±æòÀú ≈∆Ãñ≈cá¯É»Õ‚òÀú ≈∆ÃñµƒΩ¸À∆嶒’“ä∏Ω‰õB°£
±Ì6
|
≈∆ Ãñ |
ªØåW≥…∑÷£®»€üí∑÷Œˆ£© % £®Ÿ|¡ø∑÷îµ(sh®¥)£© |
|
C |
Si |
Mn |
P |
S |
Cr |
Mo |
Ni |
Alt d |
Cu |
N |
Nb |
Ti |
V |
|
St37.0 |
°‹
0.17 |
0.17
°´
0.37 |
0.35
°´
0.65 |
°‹
0.025 |
°‹
0.020 |
°‹
0.25 |
°™ |
°‹
0.25 |
°™ |
°‹
0.20 |
°™ |
°™ |
°™ |
°™ |
|
St44.0 |
°‹
0.21 |
0.17
°´
0.37 |
0.50
°´
0.80 |
°‹
0.025 |
°‹
0.020 |
°‹
0.25 |
°™ |
°‹
0.25 |
°™ |
°‹
0.20 |
°™ |
°™ |
°™ |
°™ |
|
St52.0 |
°‹
0.22 |
°‹
0.55 |
°‹
1.60 |
°‹
0.025 |
°‹
0.020 |
°‹
0.25 |
°™ |
°‹
0.25 |
°™ |
°‹
0.20 |
°™ |
°™ |
°™ |
°™ |
|
St55 |
0.33
°´
0.41 |
0.17
°´
0.37 |
0.50
°´
0.80 |
°‹
0.025 |
°‹
0.020 |
°‹
0.25 |
°™ |
°‹
0.25 |
°™ |
°‹
0.20 |
°™ |
°™ |
°™ |
°™ |
|
CK45 |
0.42
°´
0.50 |
0.17
°´
0.37 |
0.50
°´
0.80 |
°‹
0.025 |
°‹
0.0 |
°‹
0.25 |
°™ |
°‹
0.25 |
°™ |
°‹
0.20 |
°™ |
°™ |
°™ |
°™ |
|
E235 a |
°‹
0.17 |
°‹
0.35 |
°‹
1.20 |
°‹
0.025 |
°‹
0.020 |
°™ |
°™ |
°™ |
°™ |
°™ |
°™ |
°™ |
°™ |
°™ |
|
E275 a |
°‹
0.21 |
°‹
0.35 |
°‹
1.40 |
°‹
0.025 |
°‹
0.025 |
°™ |
°™ |
°™ |
°™ |
°™ |
°™ |
°™ |
°™ |
°™ |
|
E275K2a |
°‹
0.20 |
°‹
0.40 |
0.50
°´
1.40 |
°‹
0.025 |
°‹
0.020 |
°‹
0.30 |
°‹
0.10 |
°‹
0.30 |
°›
0.020 |
°‹
0.35 |
°‹
0.015 |
°‹
0.05 |
°‹
0.03 |
°‹
0.05 |
|
E315 a |
°‹
0.21 |
°‹
0.30 |
°‹
1.50 |
°‹
0.025 |
°‹
0.020 |
°™ |
°™ |
°™ |
°™ |
°™ |
°™ |
°™ |
°™ |
°™ |
|
E355 a,b |
°‹
0.22 |
°‹
0.55 |
°‹
1.60 |
°‹
0.025 |
°‹
0.020 |
°™ |
°™ |
°™ |
°™ |
°™ |
°™ |
°™ |
°™ |
°™ |
|
E355K2a |
°‹
0.20 |
°‹
0.50 |
0.90
°´
1.65 |
°‹
0.025 |
°‹
0.020 |
°‹
0.30 |
°‹
0.10 |
°‹
0.50 |
°›
0.020 |
°‹
0.35 |
°‹
0.015 |
°‹
0.05 |
°‹
0.05 |
°‹
0.12 |
|
C22E a,c |
0.17
°´
0.24 |
°‹
0.40 |
0.40
°´
0.70 |
°‹
0.025 |
°‹
0.020 |
°‹
0.40 |
°‹
0.10 |
°‹
0.40 |
°™ |
°™ |
°™ |
°™ |
°™ |
°™ |
|
C35E a,c |
0.32
°´
0.39 |
°‹
0.40 |
0.50
°´
0.80 |
°‹
0.025 |
°‹
0.020 |
°‹
0.40 |
°‹
0.10 |
°‹
0.40 |
°™ |
°™ |
°™ |
°™ |
°™ |
°™ |
|
C45E a,c |
0.42
°´
0.50 |
°‹
0.40 |
0.50
°´
0.80 |
°‹
0.025 |
°‹
0.020 |
°‹
0.40 |
°‹
0.10 |
°‹
0.40 |
°™ |
°™ |
°™ |
°™ |
°™ |
°™ |
a
Ωõπ©–ËÎp∑ΩÖf(xi®¶)…ÃÕ¨“‚£¨ø…Ã̺”±Ì÷–“é(gu®©)∂®“‘Õ‚µƒ‘™Àÿ°£π©∑Ωø…◊‘––Ã̺””√”⁄÷∏flËT‘Ï–‘µƒ∆‰À˚‘™Àÿ°£
b
π©∑Ωø…Ã̺”Nb°¢V°¢Ti£¨µ´ë™àÛ∏Êfl@–©‘™Àÿµƒ∫¨¡ø°£
c ë™ùM◊„Cr+Mo+Ni°‹0.63%°£
d
»Áπ˚”–≥‰∑÷µƒ∆‰À˚πõ™‘™Àÿ£¨Ñt¥ÀAlt “™«Û≤ªflm”√°£ |
|
|
±Ì7
|
≈∆ Ãñ |
Ωªÿõ†ÓëB(t®§i) |
¿≠…Ï–‘ƒ‹a, b |
|
øπ¿≠èä∂»
Rm£¨ MPa |
œ¬«¸∑˛èä∂»ReL£¨ MPa |
î‡∫Û…ÏÈL¬
A£¨ £• |
|
±⁄∫Ò mm |
|
°‹16 |
£æ16 |
|
St37.0 |
ü·‹àªÚ’˝ªc |
350°´480 |
°›235 |
°›225 |
°›25 |
|
St44.0 |
ü·‹àªÚ’˝ªc |
420°´550 |
°›275 |
°›265 |
°›21 |
|
St52.0 |
ü·‹àªÚ’˝ªc |
500°´650 |
°›355 |
°›345 |
°›21 |
|
St55 |
ü·‹àªÚ’˝ªc |
540°´645 |
°›295 |
°›285 |
°›17 |
|
CK45 |
ü·‹àªÚ’˝ªc |
590°´730 |
°›335 |
°›325 |
°›14 |
a Æ∑˛¨F(xi®§n)œÛ≤ª√˜Ô@ïr£¨“‘“é(gu®©)∂®∑«±»¿˝—”…Ïèä∂»Rp0.2
¥˙ÃÊœ¬«¸∑˛èä∂»°£
b ‘áò”ûÈGB/T 228 ÷–µƒøvœÚª°–Œ‘áò”°£
c
”…π©∑ΩflxìÒ£¨≤…”√ü·‹àªÚ’˝ª†ÓëB(t®§i)Ωªÿõ°£ |
|
|
±Ì8
|
≈∆ Ãñ |
Ωªÿõ†ÓëB(t®§i) |
¿≠…Ï–‘ƒ‹a, b |
-20°Ê∆Ωæ˘Œ¸ ’π¶
AKV£¨J
≤ª–°”⁄ |
|
øπ¿≠èä∂»
Rm£¨ Mpa
≤ª–°”⁄ |
…œ«¸∑˛èä∂»
ReH£¨ Mpa
≤ª–°”⁄ |
î‡∫Û…ÏÈL¬
A£¨£•
≤ª–°”⁄ |
|
±⁄∫Ò mm |
±⁄∫Ò mm |
±⁄∫Ò mm |
|
°‹16 |
£æ16 |
°‹16 |
£æ16 |
°‹16 |
£æ16 |
|
E235 |
ü·‹àªÚ’˝ªc |
360 |
235 |
225 |
25 |
°™ |
|
E275 |
ü·‹àªÚ’˝ªc |
410 |
275 |
265 |
22 |
°™ |
|
E275K2 |
’˝ª |
410 |
275 |
265 |
22 |
40 |
|
E315 |
ü·‹àªÚ’˝ªc |
450 |
315 |
305 |
21 |
°™ |
|
E355 |
ü·‹àªÚ’˝ªc |
490 |
355 |
345 |
20 |
°™ |
|
E355K2 |
’˝ª |
490 |
355 |
345 |
20 |
40 |
|
C22E |
’˝ª |
430 |
410 |
240 |
210 |
24 |
25 |
°™ |
|
C35E |
’˝ª |
550 |
520 |
300 |
270 |
18 |
19 |
°™ |
|
C45E |
’˝ª |
620 |
580 |
340 |
305 |
14 |
16 |
°™ |
a Æ∑˛¨F(xi®§n)œÛ≤ª√˜Ô@ïr£¨“‘“é(gu®©)∂®∑«±»¿˝—”…Ïèä∂»Rp0.2
¥˙ÃÊ…œ«¸∑˛èä∂»°£
b ‘áò”ûÈGB/T 228 ÷–µƒøvœÚª°–Œ‘áò”°£
c
”…π©∑ΩflxìÒ£¨≤…”√ü·‹àªÚ’˝ª†ÓëB(t®§i)Ωªÿõ°£ |
|
|
±Ì9
|
≈∆Ãñ |
îUø⁄¬ % |
|
É»èΩ/Õ‚èΩ |
|
°‹0.6 |
£æ0.6°´0.8 |
£æ0.8 |
|
St37.0°¢St44.0 |
10 |
12 |
17 |
|
St52.0 |
8 |
10 |
15 |
|
|
±Ì10
|
–ÚÃñ |
ôzÚûÌóƒø |
úu¡˜ÃΩÇ˚ |
»°ò”∑Ω∑® |
»°ò”îµ(sh®¥)¡ø |
|
1 |
ªØåW≥…∑÷
£®»€üí∑÷Œˆ£© |
GB/T 223°¢GB/T 4336°¢GB/T 20123°¢
GB/T
20125°¢GB/T 20126 |
GB/T 20066 |
√ø†t“ªÇÄ‘áò” |
|
2 |
¿≠…Ï‘áÚû |
GB/T 228 |
GB/T 2975 |
√ø≈˙“ªÇÄ‘áò” |
|
3 |
õ_ìÙ‘áÚû |
GB/T 229 |
GB/T 2975 |
√ø≈˙‘⁄“ª∏˘‰ìπ‹…œ
»°“ªΩM»˝ÇÄ‘áò” |
|
4 |
â∫±‚‘áÚû |
GB/T 246 |
GB/T 246 |
√ø≈˙“ªÇÄ‘áò” |
|
5 |
îUø⁄‘áÚû |
GB/T 242 |
GB/T 242 |
√ø≈˙“ªÇÄ‘áò” |
|
6 |
úu¡˜ÃΩÇ˚ |
GB/T 7735 |
°™ |
÷∏˘ |
|
|
∏Ω‰õA
£®ŸY¡œ–‘∏Ω‰õ£©
ÓA”ãúÿ∂»œ¬µƒèä∂»Ãÿ–‘÷µ
±Ì A.1 St37.0°¢St44.0°¢St52.0
≈∆Ãñµƒ‰ìπ‹ÓA”ãúÿ∂»œ¬µƒèä∂»Ãÿ–‘÷µRp0.2
|
≈∆ Ãñ |
ÓA”ãúÿ∂»œ¬µƒèä∂»Ãÿ–‘÷µMPa |
|
50°Ê |
200°Ê |
250°Ê |
300°Ê |
|
±⁄∫Ò mm |
|
°‹16 |
£æ16°´25 |
°‹16 |
£æ16°´25 |
°‹16 |
£æ16°´25 |
£æ16°´25 |
£æ16°´25 |
|
St37.0 |
255 |
235 |
185 |
175 |
165 |
155 |
140 |
135 |
|
St44.0 |
275 |
265 |
215 |
205 |
195 |
185 |
165 |
160 |
|
St52.0 |
355 |
345 |
245 |
235 |
225 |
215 |
195 |
190 |
◊¢£∫
1 ±Ì¡–÷µûÈ“é(gu®©)∂®∑«±»¿˝—”…Ïèä∂»RP0.2
µƒπ¿”ã÷µ£¨Œ¥±ª◊Cåç°£¥À÷µ‘⁄”ãÀ„ïrë™øºë]¥˙»Î›^∏flµƒ∞≤»´œµîµ(sh®¥)£®¿˝£∫
DIN 2413£≠1972
∞Ê÷–flm”√∑∂á˙ûÈ20£•£©°£
2
嶔⁄¥Û”⁄50°Ê÷¡–°”⁄200°Ê÷–Èg∑∂á˙£¨ë™‘⁄20°Ê£®“ä±Ì7£©∫Õ200°Ê÷ÆÈgæÄ–‘É»≤£¨≤ªÎS“‚úê≥…’˚
îµ(sh®¥)°£ |
|
|
±ÌA.2 St55 ≈∆Ãñµƒ‰ìπ‹ÓA”ãúÿ∂»œ¬µƒèä∂»Ãÿ–‘÷µœ¬«¸∑˛èä∂»
|
≈∆ Ãñ |
œ¬«¸∑˛èä∂»£¨MPa |
|
20°Ê |
|
St55 |
355 |
◊¢£∫
1 嶔⁄∞¥DIN 2413
”ãÀ„±⁄∫Òµƒ‰ìπ‹£¨20°Êïrµƒèä∂»Ãÿ–‘÷µ£¨ø…”√”⁄120°Ê“‘œ¬µƒúÿ∂»°£
2 Õ‚èΩ°‹30mm°¢±⁄∫Ò°‹3mm
µƒ‰ìπ‹£¨‘ ‘SΩµµÕ10MPa°£ |
|
|
∏Ω‰õB
£®ŸY¡œ–‘∏Ω‰õ£©
±æòÀú ≈∆Ãñ≈cá¯É»Õ‚òÀú ≈∆ÃñµƒΩ¸À∆嶒’±Ì
±Ì B.1
|
Q/BQB 203-2009 |
Q/BQB 203-2003 |
DIN1629:1984 |
EN 10297-1:2003 |
|
St37.0 |
St37.0 |
St37.0 |
E235 |
|
St44.0 |
St44.0 |
St44.0 |
E275 |
|
St52.0 |
St52.0 |
St52.0 |
E355 |
|
St55 |
St55 |
St55 |
C35E |
|
CK45 |
CK45 |
- |
C45E |
|
E235 |
- |
- |
E235 |
|
E275 |
- |
- |
E275 |
|
E275K2 |
- |
- |
E275K2 |
|
E315 |
- |
- |
E315 |
|
E355 |
- |
- |
E355 |
|
E355K2 |
- |
- |
E355K2 |
|
C22E |
- |
- |
C22E |
|
C35E |
- |
- |
C35E |
|
C45E |
- |
- |
C45E |
|
|
∏Ωº”’f√˜£∫
±æòÀú Ö¢øºDIN1629-1984°¢DIN2448-1981°¢EN 10297-1:2003
æé÷∆°£
±æòÀú ¥˙ÃÊQ/BQB 203-2003°£
±æòÀú ≈cQ/BQB 203-2003 œ‡±»£¨÷˜“™◊ɪػÁœ¬£∫
.
“é(gu®©)∑∂–‘“˝”√Œƒº˛◊¢√˜¡Àflm”√∞ʱ棨‘ˆº”¡ÀGB/T 223°¢GB/T 229°¢GB/T 2975°¢GB/T
8170°¢GB/T
18253°¢GB/T 20066°¢GB/T 20123°¢GB/T 20125°¢GB/T 20126£ª
. ±Ì1 ∫Õ±Ì2
µƒ±⁄∫Ò∑∂á˙…œœfi”…25.0mm îU¥ÛµΩ30.0mm£ª
. ±Ì2 ‘ˆº”Õ‚èΩ165.0mm ∫Õ178.0mm “é(gu®©)∏Ò£ª
.
Ñh≥˝òÀ”õ æ¿˝£ª
. ‘ˆº”E235°¢E275°¢E275K2°¢E315°¢E355°¢E355K2°¢C22E°¢C35E°¢C45E
µƒ
ªØåW≥…∑÷∫Õ¡¶åW–‘ƒ‹“™«Û£ª
. St37.0°¢St44.0°¢St52.0°¢St55°¢CK45
‘ˆº”¡À’˝ªµƒΩªÿõ†ÓëB(t®§i)£ª
. 4.3.2 πù(ji®¶)–fi∏ƒ¡À’˝ª‹à÷∆µƒ“é(gu®©)∂®£ª
. √˜¥_úu¡˜ÃΩÇ˚flM––√‹åç–‘ôzÚûïr£¨≤…”√GB/T 7735
÷–µƒÚû ’µ»ºâB£ª
. ‘ˆº”¡Àõ_ìÙ‘áÚûµƒèÕÚû“é(gu®©)Ñt£ª
. ±Ì9 ‘ˆº”°∞»°ò”∑Ω∑®°±“ªô⁄£ª
. “˝”√GB/T
18253-2000£¨Ÿ|¡ø◊C√˜ï¯–fi∏ƒûÈôzÚûŒƒº˛£¨≤¢‘ˆº”œ‡ë™“é(gu®©)∂®£ª
. ‘ˆº”îµ(sh®¥)÷µ–fiºs“é(gu®©)Ñt£ª
.
‘ˆº”±æòÀú ≈∆Ãñ≈cá¯É»Õ‚òÀú ≈∆ÃñµƒΩ¸À∆嶒’£®∏Ω‰õB£©°£
±æòÀú µƒ∏Ω‰õA
ûÈŸY¡œ–‘∏Ω‰õ°£
±æòÀú ”…åö…Ω‰ìËFπ…∑›”–œfiπ´ÀæŸ|¡øπ‹¿Ì≤ø÷≥ˆ°£
±æòÀú ”…åö…Ω‰ìËFπ…∑›”–œfiπ´ÀæŸ|¡øπ‹¿Ì≤ø∆≤›°£
±æòÀú ∆≤›»À£∫‘S«Á°£
±æòÀú ”⁄1985
ƒÍ ◊¥Œ∞l(f®°)≤º£¨1989 ƒÍµ⁄“ª¥Œ–fi”Ü£¨1994 ƒÍµ⁄∂˛¥Œ–fi”Ü£¨1999 ƒÍµ⁄»˝¥Œ–fi”Ü£¨
2003 ƒÍµ⁄Àƒ¥Œ–fi”Ü£¨±æ¥Œûȵ⁄ŒÂ¥Œ–fi”Ü°£
|