|
1
范圍
本標準規(guī)定了熱連軋扁豆形花紋鋼板及鋼帶的尺寸、外形、技術要求、檢驗和試驗、包裝、標志及檢驗文件等。
本標準適用于常州精密鋼管博客網(wǎng)生產(chǎn)的扁豆形花紋熱連軋鋼帶以及由此橫切成的鋼板,以下簡稱鋼板及鋼帶。
2
規(guī)范性引用文件
下列文件中的條款通過本標準的引用而成為本標準的條款。凡是注日期的引用文件,其隨后所有的修改單(不包括勘誤的內(nèi)容)或修訂版均不適用于本標準,然而,鼓勵根據(jù)本標準達成協(xié)議的各方研究是否可使用這些文件的最新版本。凡是不注日期的引用文件,其最新版本適用于本標準。
GB/T
222-2006
鋼的成品化學成分允許偏差
GB/T 223
鋼鐵及合金化學分析方法
GB/T
228-2002
金屬材料 室溫拉伸試驗方法
GB/T 232-1999
金屬材料 彎曲試驗方法
GB/T
700
碳素結(jié)構鋼
GB/T 1591
低合金高強度結(jié)構鋼
GB/T
2975-1998
鋼及鋼產(chǎn)品力學性能試驗取樣位置及試樣制備
GB/T
4336-2002
碳素鋼和中低合金鋼火花源原子發(fā)射光譜分析方法(常規(guī)法)
GB/T 20066-2006
鋼和鐵
化學成分測定用試樣的取樣和制樣方法
GB/T 20123-2006
鋼鐵 總碳硫含量的測定
高頻感應爐燃燒后紅外吸收法(常規(guī)方法)
Q/BQB 300
熱連軋鋼板及鋼帶的包裝、標志及檢驗文件的一般規(guī)定
Q/BQB 301
熱連軋鋼板及鋼帶的尺寸、外形、重量及允許偏差
3 分類和代號
3.1
鋼板及鋼帶的牌號、公稱厚度及用途如表1所示。
表1
|
牌 號 |
公稱厚度(基本厚度)
mm |
用 途 |
|
BCP 270 |
3.0~10.0 |
建筑、船體結(jié)構用面板 |
|
BCP 340 |
5.0~10.0 |
|
BCP 400 |
5.0~10.0 |
|
H- “GB700, GB1591中牌號”a |
1.8~12.7 |
| a 引用GB700,
GB1591中鋼級時,熱軋花紋鋼板和鋼帶的牌號由代表“花紋”漢語拼音字母“H”+“-”+引用標準中的牌號組合而成。例如:H-Q235。 |
 |
3.2 按產(chǎn)品類別分為
熱軋花紋鋼帶
熱軋花紋鋼板
4 訂貨所需信息
4.1 訂貨時用戶須提供下列信息:
a)
本企業(yè)標準號;
b) 產(chǎn)品類別;
c) 牌號;
d) 尺寸規(guī)格;
e)
邊緣狀態(tài);
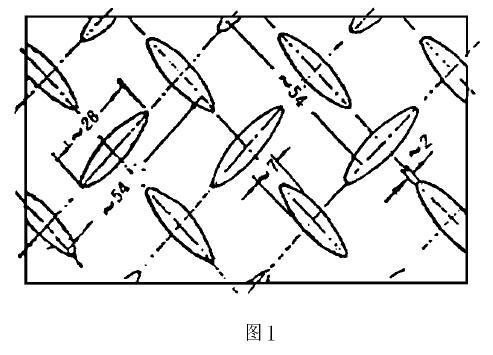
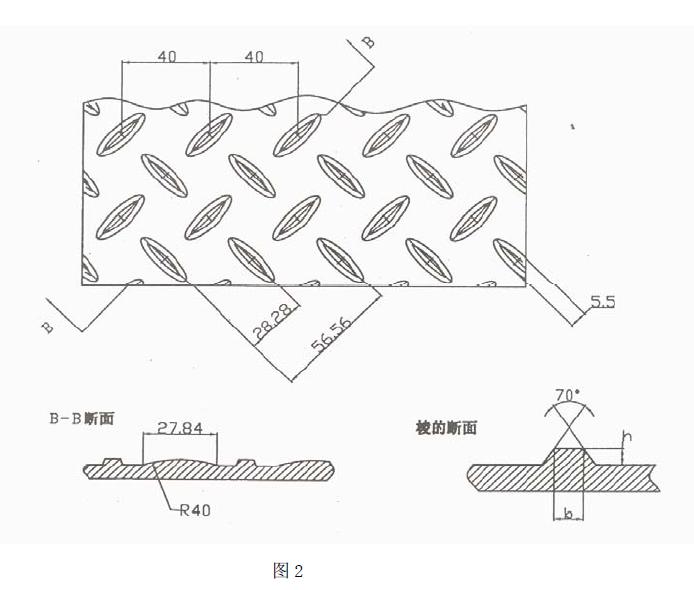
f)花紋尺寸、外形和花紋布置(如圖1或圖2);
g)用途。
4.2
在訂貨合同中的省略事項
如訂貨中未注明邊緣狀態(tài),按本標準供貨的產(chǎn)品以不切邊狀態(tài)供貨。未注明花紋尺寸、外形和花紋布置時,由供方確定。
5 尺寸、外形、重量及允許偏差
5.1
扁豆形花紋鋼板及鋼帶的公稱尺寸按表2規(guī)定。
表2
|
產(chǎn)品類別 |
公稱厚度(基本厚度)
mm |
公稱寬度
mm |
公稱長度
mm |
|
熱軋鋼帶 |
1.8~12.7 |
≤1400 |
- |
|
熱軋鋼板 |
4000~16000 |
|
|
5.2 經(jīng)供需雙方協(xié)議可供應表2以外尺寸的扁豆形花紋鋼板及鋼帶。
5.3
扁豆形花紋鋼板及鋼帶的花紋尺寸、外形和花紋布置如圖1或圖2所示。圖中各項尺寸為工廠加工軋輥時控制用,不作為成品花紋鋼板和鋼帶檢查的依據(jù)。經(jīng)雙方協(xié)商,亦可以供應其他形狀的花紋鋼板或花紋鋼帶。
5.4
花紋鋼板及鋼帶的公稱厚度(基本厚度)、厚度允許偏差和紋高允許范圍應符合表3規(guī)定。
表3 mm
|
公稱厚度(基本厚度) |
厚度允許偏差 |
紋高允許范圍 |
|
≤2.0 |
±0.25 |
0.3~1.0 |
|
>2.0~2.5 |
±0.25 |
0.4~1.2 |
|
>2.5~3.5 |
±0.30 |
0.6~1.5 |
|
>3.5~4.5 |
±0.40 |
0.8~1.7 |
|
>4.5~6.0 |
+0.40
-0.50 |
1.0~2.0 |
|
>6.0~12.7 |
+0.50
-0.70 |
| 注:推薦選用公稱厚度為2.5,3.0,3.5,4.0,4.5,5.0,6.0,7.0,8.0,9.0,10.0,11.0,12.0。 |
|
|
5.5 花紋鋼板及鋼帶的寬度、鋼板長度允許偏差應分別符合表4和表5規(guī)定。
5.6
花紋鋼板的不平度應符合表6規(guī)定。
5.7 其它尺寸、外形及允許偏差按Q/BQB 301規(guī)定。
5.8
花紋鋼板及鋼帶按實際重量交貨。
表4 mm
|
邊緣狀態(tài) |
寬 度 允 許 偏 差 |
|
不切邊 |
+20
0 |
|
切邊 |
+8
0 |
|
|
表5 mm
|
公稱 長 度 |
長 度 允 許 偏 差 |
|
≤6000 |
+25
0 |
|
>6000 |
+40
0 |
|
|
表6 mm
|
公稱厚度
(基本厚度) |
不平度 |
測量長度 |
|
≤2.5 |
≤15 |
1000 |
|
>2.5~3.0 |
≤12 |
|
>3.0~4.0 |
≤10 |
|
>4.0~6.0 |
≤9 |
|
>6.0~12.7 |
≤8 |
|
|
6 技術要求
6.1 牌號及化學成分
6.1.1
鋼的牌號及化學成分(熔煉分析)應符合表7的規(guī)定,其它牌號的化學成分(熔煉分析)應符合其引用標準中相應牌號的要求。
6.1.2
鋼板及鋼帶的成品化學成分允許偏差應符合GB/T 222的規(guī)定。
表
|
牌 號 |
化 學 成 分 % |
|
C |
Mn |
P |
S |
|
BCP 270 |
≤0.15 |
≤0.60 |
≤0.040 |
≤0.040 |
|
BCP 340 |
≤0.17 |
≤1.20 |
≤0.040 |
≤0.040 |
|
BCP 400 |
≤0.20 |
≤1.20 |
≤0.040 |
≤0.040 |
|
|
6.2
鋼的冶煉方式
鋼板及鋼帶所用的鋼為氧氣轉(zhuǎn)爐冶煉的鎮(zhèn)靜鋼。
6.3
力學性能
力學性能不作保證。如需方有要求并在合同中注明,可進行拉伸、彎曲試驗,對BCP270、BCP340和BCP400的性能指標按表8規(guī)定,其它牌號的性能指標由雙方協(xié)商確定。
6.4
交貨狀態(tài)
花紋鋼板及鋼帶以熱軋狀態(tài)交貨。
6.5 表面質(zhì)量
6.5.1
花紋鋼板及鋼帶表面不得有氣泡、結(jié)疤、拉裂、折疊和夾雜,鋼板及鋼帶不得有分層。
6.5.2鋼板及鋼帶表面允許有薄層氧化鐵皮、鐵銹、由于氧化鐵皮脫落所形成的不顯著的表面粗糙和高度不超過厚度公差之半的其它局部缺陷。花紋應完整無損。花紋上允許有高度不超過厚度公差之半的局部、輕微的毛刺。
表8
|
牌 號 |
拉 伸 試 驗a,b |
90°彎曲試驗a,c
彎心直徑 |
|
下屈服強度d
MPa |
抗拉強度
MPa |
|
|
BCP 270 |
— |
≥270 |
≥33 |
1a |
|
BCP 340 |
≥225 |
≥340 |
≥26 |
1.5a |
|
BCP 400 |
≥245 |
≥400 |
≥24 |
3a |
a 拉伸和彎曲試樣取縱向試樣。
b
拉伸試樣上應保持原有花紋板面,強度計算按基本厚度。
c
彎曲試驗時,鋼板的花紋面應置于內(nèi)側(cè)面,試樣厚度為基本厚度。試樣寬度b≥20mm,仲裁試驗時b=20mm。
d
屈服現(xiàn)象不明顯時,采用Rp0.2。 |
|
|
7 檢驗和試驗
7.1 鋼板及鋼帶的外觀用肉眼檢查。
7.2
鋼板及鋼帶的尺寸和外形應用合適的測量工具檢查。
7.3
鋼板及鋼帶的基本厚度和紋高,在寬度方向距邊部不小于40mm處測量。成卷供貨時,兩端不考核外觀、尺寸的總長度為:
7.4 每批鋼板及鋼帶所需檢驗項目的試樣數(shù)量、取樣方法、試驗方法應符合表9的規(guī)定。
表9
|
序 號 |
檢 驗 項 目 |
試樣數(shù)量,個 |
取 樣 方 法 |
試 驗 方 法 |
|
1 |
化學分析a |
1(每爐) |
GB/T 20066 |
GB/T 223,GB/T4336,GB/T 20123 |
|
2 |
拉伸試驗(協(xié)議) |
1 |
GB/T 2975 |
GB/T 228 |
|
3 |
彎曲試驗(協(xié)議) |
1 |
GB/T 2975 |
GB/T 232 |
| a 對化學成分進行仲裁試驗時,按GB/T223。 |
|
|
7.5 取樣頻率
7.5.1 化學成分分析的取樣頻率
按爐對化學成分進行熔煉分析。
7.5.2
力學性能和工藝性能的取樣頻率
如需方要求保證鋼板力學性能和工藝性能,則鋼板應按批驗收,每批應由不大于80噸同爐號、同牌號、同厚度規(guī)格、同交貨狀態(tài)的鋼板或鋼帶組成。
7.6
復驗
7.6.1如有某一項試驗結(jié)果不符合標準要求,則從同一批中再任取雙倍數(shù)量的試樣進行該不合格項目的復驗。
7.6.2
復驗結(jié)果(包括該項目試驗所要求的所有指標)合格,則整批合格。復驗結(jié)果(包括該項目試驗所要求的所有指標)即使有一個指標不合格,則復驗不合格。
7.6.3
如復驗不合格,則已做試驗且試驗結(jié)果不合的單件不能驗收,但該批材料中未做試驗的單件可逐件重新提交試驗和驗收。
8 包裝、標志及檢驗文件
鋼板及鋼帶的包裝、標志和檢驗文件應符合Q/BQB 300的規(guī)定。
附加說明:
本標準代替Q/BQB 390-2003。
本標準與Q/BQB
390-2003相比主要變化如下:
—— 規(guī)范性引用文件中引用了Q/BQB300、Q/BQB301、GB/T222-2006、
GB/T 700、GB/T 1591和GB/T 20123-2006;
——
根據(jù)用戶使用和實際生產(chǎn)情況,增加了梅鋼生產(chǎn)的牌號以及規(guī)定了相應技術要求,并適當調(diào)整了厚度公差、紋高和不平度;
——
修改了力學性能和工藝性能的組批規(guī)定從70噸修改為80噸。
本標準由寶山鋼鐵股份有限公司質(zhì)量部提出。
本標準由寶山鋼鐵股份有限公司質(zhì)量部起草。
本標準起草人
黃錦花。
本標準于1994年首次發(fā)布,1999第一次修訂,2003年第三次修訂。
|