|
1
范圍
本標(biāo)準(zhǔn)規(guī)定了不銹鋼連鑄板坯(以下簡稱板坯)的尺寸、外形、重量及允許偏差、技術(shù)要求、試驗(yàn)方法、檢驗(yàn)規(guī)則、運(yùn)輸、儲存、標(biāo)志和檢驗(yàn)文件。
本標(biāo)準(zhǔn)適用于常州精密鋼管博客網(wǎng)生產(chǎn)的不銹鋼連鑄板坯。板坯不得進(jìn)行縱切。
2
規(guī)范性引用文件
下列文件中的條款通過本標(biāo)準(zhǔn)的引用而成為本標(biāo)準(zhǔn)的條款。凡是注日期的引用文件,其隨后所有的修改單(不包括勘誤的內(nèi)容)或修訂版均不適用于本標(biāo)準(zhǔn),然而,鼓勵(lì)根據(jù)本標(biāo)準(zhǔn)達(dá)成協(xié)議的各方研究是否可使用這些文件的最新版本。凡是不注日期的引用文件,其最新版本適用于本標(biāo)準(zhǔn)。
GB/T
226-1991 鋼的低倍組織及缺陷酸蝕檢驗(yàn)法
GB/T 8170-2008 數(shù)值修約規(guī)則與極限數(shù)值的表示和判定
YB/T
4003-1997 連鑄鋼板坯低倍組織缺陷評級圖
3 訂貨所需信息
3.1訂貨時(shí)用戶應(yīng)提供以下信息:
a) 產(chǎn)品名稱;
b)
本產(chǎn)品標(biāo)準(zhǔn)號;
c) 牌號及對應(yīng)標(biāo)準(zhǔn)號;
d) 尺寸;
e) 加工用途;
f) 重量或數(shù)量;
g)
標(biāo)準(zhǔn)中規(guī)定應(yīng)由供需雙方協(xié)商,并在合同中注明的條款或指標(biāo),如未注明,由供方選擇;
h) 其他特殊要求。
4
尺寸、外形、重量及允許偏差
4.1 尺寸
4.1.1
板坯的公稱厚度、寬度及允許偏差應(yīng)符合表1的規(guī)定。
表1
單位:mm
|
項(xiàng) 目 |
尺寸 |
允 許 偏 差 |
|
厚 度 |
180、200 |
± 5 |
|
寬 度 |
750~1600 |
±10 |
 |
4.1.2板坯的長度通常為2000mm~14000mm;定尺和范圍定尺的長度為8000mm~12000mm;定尺的長度允許偏差為0mm~+80mm。經(jīng)供需雙方協(xié)商,允許交付一定比率的短尺板坯(長度<8000mm)。
4.2
外形
板坯的外形應(yīng)符合表2的規(guī)定。
4.3 重量
板坯應(yīng)按實(shí)際重量交貨。經(jīng)供需雙方協(xié)議,也可按理論重量交貨。
5 技術(shù)要求
5.1
鋼的牌號及化學(xué)成分
鋼的牌號及化學(xué)成分(熔煉分析)及板坯成品化學(xué)成分允許偏差應(yīng)符合寶鋼企業(yè)標(biāo)準(zhǔn)或其他相關(guān)標(biāo)準(zhǔn)的規(guī)定。
5.2
表面質(zhì)量
5.2.1板坯的端面不得有肉眼可見的縮孔、裂紋、高度大于5mm的火焰切割瘤及其它影響最終軋制質(zhì)量的缺陷。
5.2.2
板坯的表面不得有肉眼可見裂紋、重疊、翻皮、結(jié)疤、夾雜、冷濺、耳子、氣孔等缺陷。
5.2.3板坯表面不得有深度或高度大于2mm的振痕、皺紋、劃痕、壓痕、擦傷、凹坑、凸塊和發(fā)紋等缺陷。
5.2.4板坯如存在上述缺陷時(shí),可進(jìn)行精整清除。清除應(yīng)沿板坯的長度方向進(jìn)行,端面缺陷應(yīng)予以割除。清除深度應(yīng)按實(shí)際尺寸計(jì)算。精整清除缺陷時(shí)應(yīng)保證:
a)
清除處應(yīng)圓滑成斜坡形,并不得有棱角;
b) 清除寬度應(yīng)不小于深度的6倍,長度應(yīng)不小于深度的10倍;
c)
單面精整深度應(yīng)不大于厚度的10%,同一橫截面兩相對面的精整深度之和應(yīng)不大于厚度的15%;
d)
如精整深度大于厚度的4%,且精整位置又不在連鑄板坯寬度方向的中部1/3位置時(shí),應(yīng)在板坯長度方向的中心軸線位置,對稱修磨相應(yīng)的體積。
5.3
低倍檢驗(yàn)
根據(jù)需方要求,經(jīng)供需雙方協(xié)議,澆鑄時(shí)每一澆次可取板坯樣做低倍檢驗(yàn),檢驗(yàn)方法應(yīng)符合GB/T 226和YB/T
4003的規(guī)定。缺陷的種類、尺寸、外形及數(shù)量,應(yīng)符合供需雙方協(xié)議的規(guī)定。
6 試驗(yàn)方法
6.1 化學(xué)成分分析
6.1.1 板坯的化學(xué)成分為熔煉分析成分。
6.1.2
如需進(jìn)行成品化學(xué)成分分析,應(yīng)在除連鑄板坯頭、尾外的寬度斷面上,分別在連鑄板坯厚度方向的1/4位置、3/4位置與寬度方向1/2位置、1/8位置的交叉點(diǎn)上進(jìn)行取樣,所采取的四處試樣混合后分析得到的化學(xué)成分,視為板坯的成品化學(xué)成分。
6.2 尺寸測量
6.2.1 厚度應(yīng)在離開端面200mm~300mm處避開圓角測量(兩端平均厚度)。
6.2.2
寬度應(yīng)在板坯長度的中部,沿寬度橫斷面中心點(diǎn)測量。
6.2.3 長度應(yīng)沿板坯寬面的中心線測量。
6.2.4
板坯厚度用卡尺測量,寬度和長度可用鋼卷尺或其它合適的測量工具測量。
6.3 表面質(zhì)量檢驗(yàn)
板坯的表面質(zhì)量應(yīng)逐塊進(jìn)行目視檢查。
7 檢驗(yàn)規(guī)則
7.1
組批規(guī)則
板坯應(yīng)按批驗(yàn)收,每批應(yīng)由同一爐次、同一寬度、同厚度的板坯組成。
7.2
復(fù)驗(yàn)規(guī)則
如有某一項(xiàng)試驗(yàn)結(jié)果不符合標(biāo)準(zhǔn)要求,則從同一批中再任取雙倍數(shù)量的試樣進(jìn)行該不合格項(xiàng)目的復(fù)驗(yàn)。復(fù)驗(yàn)結(jié)果(包括該項(xiàng)目試驗(yàn)所要求的所有指標(biāo))合格,則整批合格。復(fù)驗(yàn)結(jié)果(包括該項(xiàng)目試驗(yàn)所要求的所有指標(biāo))即使有一個(gè)指標(biāo)不合格,則復(fù)驗(yàn)不合格。如復(fù)驗(yàn)不合格,則已做試驗(yàn)且試驗(yàn)結(jié)果不合的單件不能驗(yàn)收,但該批材料中未做試驗(yàn)的單件可逐件重新提交試驗(yàn)和驗(yàn)收。
8 運(yùn)輸、儲存、標(biāo)志和檢驗(yàn)文件
8.1
運(yùn)輸和儲存
如需方對運(yùn)輸和儲存有特殊要求時(shí),應(yīng)由供需雙方協(xié)議規(guī)定。
8.2
標(biāo)志
標(biāo)志應(yīng)標(biāo)記在每塊板坯的端面或側(cè)面。標(biāo)志的內(nèi)容通常應(yīng)包括爐號、板坯號等信息。
8.3 檢驗(yàn)文件
每批交貨的板坯應(yīng)開具檢驗(yàn)文件,檢驗(yàn)文件應(yīng)按需要應(yīng)注明:供方名稱及商標(biāo)、訂貨單位、收貨單位、合同號、產(chǎn)品名稱、標(biāo)準(zhǔn)號及牌號、尺寸規(guī)格、爐號、板坯號、交貨重量、標(biāo)準(zhǔn)中規(guī)定的各項(xiàng)試驗(yàn)結(jié)果、交貨日期、質(zhì)量管理部門負(fù)責(zé)人簽字等。
9 數(shù)值修約方法應(yīng)符合GB/T 8170的規(guī)定。
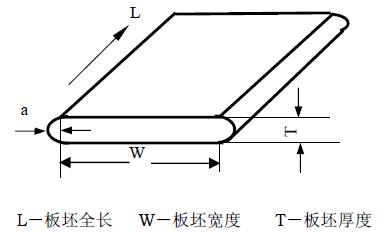
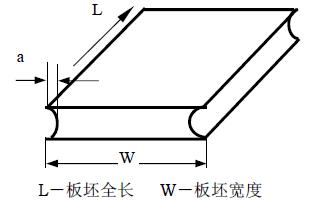
表2 單位:mm
| 項(xiàng) 目 |
圖 示 |
允許偏差 |
| 橫截面脫方 |
 |
a≤5 |
| 鼓 肚 |
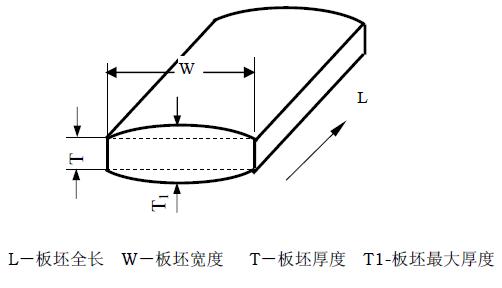 |
∣T - T1∣≤
1%W |
 |
a ≤ 5%T |
| 鐮刀彎 |
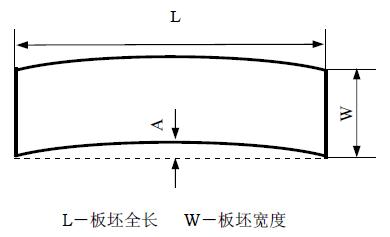 |
L≥8000 |
A≤40 |
| L<8000 |
A≤20 |
| 不平度 |
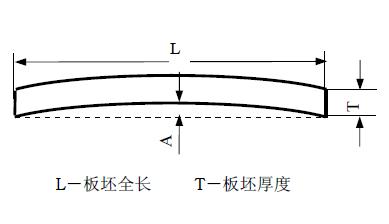 |
L≥8000 |
A≤40 |
| L<8000 |
A≤20 |
| 切 斜 |
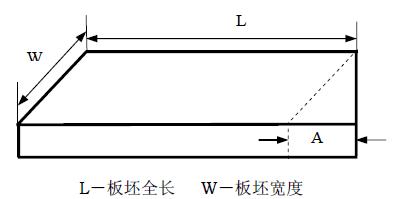 |
a≤25 |
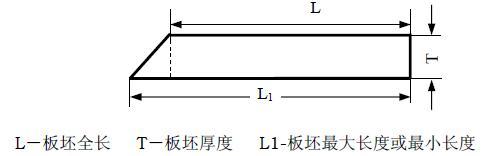 |
∣L- L1∣ ≤10 |
| 凹 陷 |
 |
a≤5 |
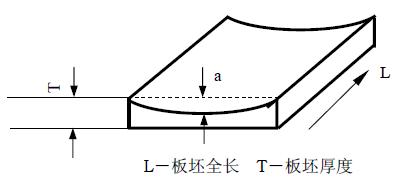 |
a≤2%T |
| 楔 形 |
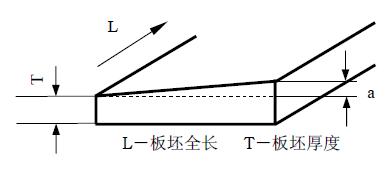 |
a≤1%T |
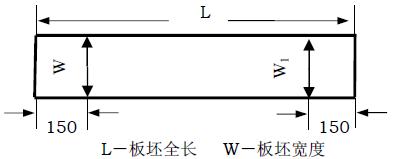 |
∣W- W1∣≤20 |
|
|
附加說明:
本標(biāo)準(zhǔn)代替BZJ 137-2007。
本標(biāo)準(zhǔn)與BZJ
137-2007相比主要變化如下:
― 修改了規(guī)范性引用文件;
― 修改了鋼的牌號及化學(xué)成分的規(guī)定;
―
修改了低倍的要求。
本標(biāo)準(zhǔn)由常州精密鋼管博客網(wǎng)不銹鋼事業(yè)部部提出。
本標(biāo)準(zhǔn)由常州精密鋼管博客網(wǎng)不銹鋼事業(yè)部部起草。
本標(biāo)準(zhǔn)起草人
徐中杰。
本標(biāo)準(zhǔn)于2009年首次發(fā)布。
|