|
1 范圍
1.1
本標(biāo)準(zhǔn)規(guī)定了厚鋼板的一組通用技術(shù)要求,內(nèi)容包括訂貨所需信息、冶煉方法、交貨狀態(tài)、熱處理、化學(xué)分析、表面、尺寸、外形、重量、附加要求、檢驗(yàn)和試驗(yàn)、驗(yàn)收、數(shù)值修約、標(biāo)志、檢驗(yàn)文件等。
1.2
本標(biāo)準(zhǔn)適用于常州精密鋼管博客網(wǎng)生產(chǎn)的厚鋼板,以下簡稱鋼板。
1.3
當(dāng)產(chǎn)品標(biāo)準(zhǔn)或合同規(guī)定與本標(biāo)準(zhǔn)規(guī)定不一致時,應(yīng)以產(chǎn)品標(biāo)準(zhǔn)和合同規(guī)定為準(zhǔn)。
2
規(guī)范性引用文件
下列文件中的條款通過本標(biāo)準(zhǔn)的引用而成為本標(biāo)準(zhǔn)的條款。凡是注日期的引用文件,其隨后所有的修改單(不包括勘誤的內(nèi)容)或修訂版均不適用于本標(biāo)準(zhǔn),然而,鼓勵根據(jù)本標(biāo)準(zhǔn)達(dá)成協(xié)議的各方研究是否可使用這些文件的最新版本。凡是不注日期的引用文件,其最新版本適用于本標(biāo)準(zhǔn)。
GB/T
222-2006 鋼的成品化學(xué)成分允許偏差
GB/T 8170-2008 數(shù)值修約規(guī)則與極限數(shù)值的表示和判定
GB/T
18253-2000 鋼及鋼產(chǎn)品 檢驗(yàn)文件的類型
3
訂貨所需信息
根據(jù)需要,訂貨時用戶需提供包括足以說明所需材料的下述信息:
a) 標(biāo)準(zhǔn)號;
b)
牌號;
c) 規(guī)格和公差;
d) 邊緣狀態(tài);
e) 交貨狀態(tài);
f)表面狀態(tài);
g)重量;
h)
用途;
i)
檢驗(yàn)文件類型;
j)其它(如附加要求、焊接修補(bǔ)要求等)。
如在訂貨合同中未說明厚度公差級別、邊緣狀態(tài)時,則以厚度公差級別PT.N、邊緣狀態(tài)EC交貨;未說明交貨狀態(tài)時,由供方選定;未說明表面狀態(tài)時,以黑皮狀態(tài)交貨。未指定檢驗(yàn)文件類型時,按GB/T
18253類型5.1B。
4 冶煉方法
4.1 鋼由氧氣轉(zhuǎn)爐或電爐冶煉。
4.2
鋼的脫氧方式為鎮(zhèn)靜鋼。
5 交貨狀態(tài)
5.1
鋼板可以軋制、正火軋制、熱機(jī)械控制軋制或熱處理狀態(tài)交貨,除非產(chǎn)品標(biāo)準(zhǔn)或合同中另有規(guī)定。
5.2
當(dāng)產(chǎn)品標(biāo)準(zhǔn)或合同中未規(guī)定鋼板的交貨狀態(tài)時,應(yīng)由供方選定。
5.3 鋼板交貨狀態(tài)的分類及代號如表1所示。
表1 鋼板的交貨狀態(tài)
| 交貨狀態(tài)分類 |
代號 |
代號說明 |
| 軋制 |
AR |
As-rolled下劃線字母大寫 |
| 正火軋制或控制軋制 |
NR或CR |
Normalized rolling或Control
rolling下劃線字母大寫 |
| 熱機(jī)械控制軋制 |
TM |
Thermo-mechanically controlled
rolling/processing下劃線字母大寫 |
|
熱處理 |
正火 |
N |
Normalizing下劃線字母大寫 |
| 回火 |
T |
Tempering下劃線字母大寫 |
| 淬火+回火(調(diào)質(zhì)) |
QT |
Quenching and tempering下劃線字母大寫 |
| 正火+回火 |
NT |
Normalizing and tempering下劃線字母大寫 |
| 退火 |
A |
Annealing下劃線字母大寫 |
 |
6 熱處理
6.1
通常情況下鋼板的熱處理由供方進(jìn)行。
6.2
當(dāng)鋼板的熱處理不由供方進(jìn)行時,應(yīng)在合同中注明。此時鋼板驗(yàn)收的條件是:將鋼板的全厚度試料按產(chǎn)品標(biāo)準(zhǔn)或合同規(guī)定的要求進(jìn)行熱處理,用此試料加工成試樣進(jìn)行試驗(yàn)。如產(chǎn)品標(biāo)準(zhǔn)或合同未規(guī)定熱處理制度時,供方應(yīng)在他認(rèn)為合適的條件下將試料進(jìn)行熱處理,并將熱處理制度提供給需方。
6.3
除非另有規(guī)定,當(dāng)熱處理后性能不合時供方可以進(jìn)行再次熱處理,熱處理后應(yīng)重新對鋼板表面和性能進(jìn)行檢驗(yàn)。
7 化學(xué)分析
7.1
通常情況下化學(xué)分析是指熔煉分析,除非指明是成品分析。
7.2 通常情況下供方不進(jìn)行成品分析,除非另有規(guī)定。
7.3
鋼板的成品化學(xué)成分允許偏差應(yīng)符合GB/T 222的規(guī)定,除非另有規(guī)定。
8 表面
8.1
鋼板的表面狀態(tài)分為黑皮、噴丸、涂漆、噴丸+涂漆,其代號及說明按表2規(guī)定。
表2 鋼板的表面狀態(tài)
|
表面狀態(tài) |
代號 |
說明 |
|
黑皮 |
- |
表示鋼板表面為黑皮 |
|
噴丸 |
S30 |
表示鋼板上下表面拋丸。 |
|
涂漆 |
S03 |
表示鋼板上下表面涂漆。 |
|
噴丸+涂漆 |
S33 |
表示鋼板上下表面拋丸,上下表面涂漆。 |
|
|
8.2 表面質(zhì)量
8.2.1
鋼板表面不得有對使用有害的缺陷。除非在產(chǎn)品標(biāo)準(zhǔn)或合同中另有規(guī)定,否則當(dāng)鋼板表面存在上述缺陷時,供方可以通過修磨或焊接除去缺陷或進(jìn)行修補(bǔ),但應(yīng)滿足以下要求。
8.2.1.1
修磨
a)鋼板的修磨部分應(yīng)加工良好,與軋制表面的交界應(yīng)平滑無棱角。
b)鋼板修磨后的厚度應(yīng)在厚度允許偏差范圍內(nèi)。
8.2.1.2
焊接修補(bǔ)
鋼板表面存在不能按8.2.1.1規(guī)定清理的缺陷,通常情況下供方修磨后可進(jìn)行焊接修補(bǔ),并應(yīng)滿足以下要求。
a)
采用適當(dāng)?shù)姆椒ㄟM(jìn)行焊接修補(bǔ)。
b) 焊接修補(bǔ)后應(yīng)有良好的表面質(zhì)量。
c)
在焊補(bǔ)前采用鏟平或磨平等適當(dāng)?shù)姆椒ㄍ耆ヤ摪迳系挠泻θ毕荩ゲ糠值纳疃仍阡摪骞Q厚度的20%以內(nèi),單面的修磨面積合計(jì)應(yīng)在鋼板面積的2%以內(nèi)。
d)
鋼板焊接部位的邊緣上不得有咬邊或重疊。堆高應(yīng)高出軋制面1.5mm以上,然后用鏟平或磨平等方法除去堆高。
e)
熱處理鋼板焊接修補(bǔ)后應(yīng)再次進(jìn)行熱處理。
f) 規(guī)定最小抗拉強(qiáng)度不小于690MPa產(chǎn)品的焊接修補(bǔ)應(yīng)經(jīng)供需雙方協(xié)商。
9 尺寸、外形、重量及允許偏差
9.1
分類和代號
9.1.1 按邊緣狀態(tài)分為
切邊 EC
不切邊 EM
9.1.2
按厚度公差級別分為:
PT.N: 對稱公差;
PT.A: 按公稱厚度規(guī)定負(fù)偏差;
PT.B:
負(fù)公差為0.30mm的不對稱公差;
PT.C: 固定負(fù)偏差為0,按公稱厚度規(guī)定正偏差。
9.2 尺寸
9.2.1
鋼板的公稱尺寸范圍列于表3。
9.2.2 鋼板推薦的公稱尺寸
9.2.2.1
通常情況下,鋼板的公稱厚度為表3所列范圍內(nèi)按0.5mm倍數(shù)的任何尺寸。
9.2.2.2
通常情況下,鋼板的公稱寬度為表3所列范圍內(nèi)按50mm或10mm倍數(shù)的任何尺寸。
9.2.2.3
通常情況下,鋼板的公稱長度為表3所列范圍內(nèi)按100mm或50mm倍數(shù)的任何尺寸。
表3 鋼板的公稱尺寸范圍
|
邊緣狀態(tài) |
公稱厚度mm |
公稱寬度mm |
公稱鋼板長度mm |
|
切邊 EC |
5~400 |
900~4800 |
3000~25000 |
|
不切邊 EM |
1300~4800 |
|
|
9.3 尺寸允許偏差
9.3.1
鋼板的厚度允許偏差應(yīng)符合表4的規(guī)定。
9.3.2 鋼板的寬度允許偏差應(yīng)符合表5的規(guī)定。
9.3.3
鋼板的長度允許偏差應(yīng)符合表6的規(guī)定。
表4
鋼板的厚度允許偏差 mm
| 公稱厚度 |
下列寬度時的厚度允許偏差 |
|
≤ 1500 |
>1500~<2000 |
>2500~4000 |
>4000~4800 |
| PT.N |
PT.A |
PT.B |
PT.C |
PT.N |
PT.A |
PT.B |
PT.C |
PT.N |
PT.A |
PT.B |
PT.C |
PT.N |
PT.A |
PT.B |
PT.C |
| ≤5.00 |
±0.45 |
+0.55
-0.35 |
+0.60
-0.30 |
+0.90
0 |
±0.55 |
+0.70
-0.40 |
+0.80
-0.30 |
+1.10
0 |
±0.65 |
+0.85
-0.45 |
+1.00
-0.30 |
+1.30
0 |
- |
- |
- |
- |
| >5.00~8.00 |
±0.50 |
+0.65
-0.35 |
+0.70
-0.30 |
+1.00
0 |
±0.60 |
+0.75
-0.45 |
+0.90
-0.30 |
+1.20
0 |
±0.75 |
+0.95
-0.55 |
+1.20
-0.30 |
+1.50
0 |
- |
- |
- |
- |
| >8.00~15.0 |
±0.55 |
+0.70
-0.40 |
+0.80
-0.30 |
+1.10
0 |
±0.65 |
+0.85
-0.45 |
+1.00
-0.30 |
+1.30
0 |
±0.80 |
+1.05
-0.55 |
+1.30
-0.30 |
+1.60
0 |
±0.90 |
+1.20
-0.60 |
+1.50
-0.30 |
+1.80
0 |
| >15.0~25.0 |
±0.65 |
+0.85
-0.45 |
+1.00
-0.30 |
+1.30
0 |
±0.75 |
+1.00
-0.50 |
+1.20
-0.30 |
+1.50
0 |
±0.90 |
+1.15
-0.65 |
+1.50
-0.30 |
+1.80
0 |
±1.10 |
+1.50
-0.70 |
+1.90
-0.30 |
+2.20
0 |
| >25.0~40.0 |
±0.70 |
+0.90
-0.50 |
+1.10
-0.30 |
+1.40
0 |
±0.80 |
+1.05
-0.55 |
+1.30
-0.30 |
+1.60
0 |
±1.00 |
+1.30
-0.70 |
+1.70
-0.30 |
+2.00
0 |
±1.20 |
+1.60
-0.80 |
+2.10
-0.30 |
+2.40
0 |
| >40.0~60.0 |
±0.80 |
+1.05
-0.55 |
+1.30
-0.30 |
+1.60
0 |
±0.90 |
+1.20
-0.60 |
+1.50
-0.30 |
+1.80
0 |
±1.10 |
+1.45
-0.75 |
+1.90
-0.30 |
+2.20
0 |
±1.30 |
+1.70
-0.90 |
+2.30
-0.30 |
+2.60
0 |
| >60.0~100 |
±0.90 |
+1.20
-0.60 |
+1.50
-0.30 |
+1.80
0 |
±1.10 |
+1.50
-0.70 |
+1.90
-0.30 |
+2.20
0 |
±1.30 |
+1.75
-0.85 |
+2.30
-0.30 |
+2.60
0 |
±1.50 |
+2.00
-1.00 |
+2.70
-0.30 |
+3.00
0 |
| >100~150 |
±1.20 |
+1.60
-0.80 |
+2.10
-0.30 |
+2.40
0 |
±1.40 |
+1.90
-0.90 |
+2.50
-0.30 |
+2.80
0 |
±1.60 |
+2.15
-1.05 |
+2.90
-0.30 |
+3.20
0 |
±1.80 |
+2.40
-1.20 |
+3.30
-0.30 |
+3.60
0 |
| >150~200 |
±1.40 |
+1.90
-0.90 |
+2.50
-0.30 |
+2.80
0 |
±1.60 |
+2.20
-1.00 |
+2.90
-0.30 |
+3.20
0 |
±1.80 |
+2.45
-1.15 |
+3.30
-0.30 |
+3.60
0 |
±1.90 |
+2.50
-1.30 |
+3.50
-0.30 |
+3.80
0 |
| >200~250 |
±1.60 |
+2.20
-1.00 |
+2.90
-0.30 |
+3.20
0 |
±1.80 |
+2.40
-1.00 |
+3.30
-0.30 |
+3.60
0 |
±2.00 |
+2.70
-1.30 |
+3.70
-0.30 |
+4.00
0 |
±2.20 |
+3.00
-1.40 |
+4.10
-0.30 |
+4.40
0 |
| >250~300 |
±1.80 |
+2.40
-1.20 |
+3.30
-0.30 |
+3.60
0 |
±2.00 |
+2.70
-1.30 |
+3.70
-0.30 |
+4.00
0 |
±2.20 |
+2.95
-1.45 |
+4.10
-0.30 |
+4.40
0 |
±2.40 |
+3.20
-1.60 |
+4.50
-0.30 |
+4.80
0 |
| >300~400 |
±2.00 |
+2.70
-1.30 |
+3.70
-0.30 |
+4.00
0 |
±2.20 |
+3.00
-1.40 |
+4.10
-0.30 |
+4.40
0 |
±2.40 |
+3.25
-1.55 |
+4.50
-0.30 |
+4.80
0 |
±2.60 |
+3.50
-1.70 |
+4.90
-0.30 |
+5.20
0 |
|
| 表5 鋼板的寬度允許偏差 mm
|
公稱厚度 |
公稱寬度 |
寬度允許偏差 |
|
切邊 |
不切邊 |
|
5.00~16.0 |
≤1500 |
+10
0 |
由供需雙方在訂貨時協(xié)商確定 |
|
>1500 |
+15
0 |
|
>16.0 |
<2000 |
+20
0 |
|
2000~<3000 |
+25
0 |
|
≥3000 |
+30
0 |
|
| 表6 鋼板的長度允許偏差 mm
|
公稱長度 |
長度允許偏差 |
|
≤4000 |
+20
0 |
|
>4000~6000 |
+30
0 |
|
>6000~8000 |
+40
0 |
|
>8000~10000 |
+50
0 |
|
>10000~15000 |
+75
0 |
|
>15000~20000 |
+100
0 |
|
>20000~25000 |
+0.005×公稱長度
0 |
|
|
9.4 外形允許偏差
9.4.1
切邊鋼板的不平度應(yīng)符合表7的規(guī)定。
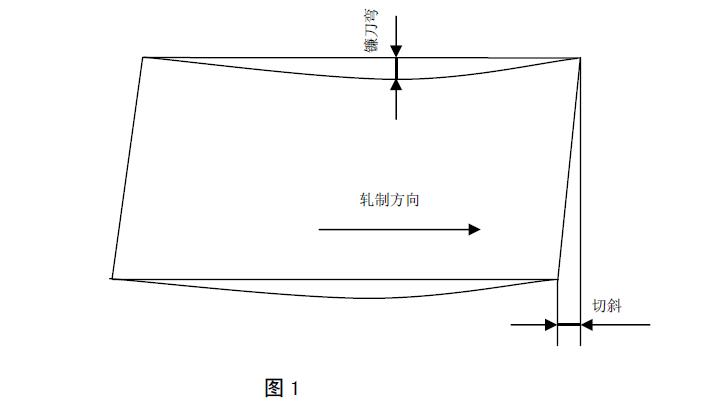
9.4.2 鋼板的鐮刀彎和切斜應(yīng)保證鋼板訂貨尺寸的矩形。
9.4.3
切邊鋼板的鐮刀彎應(yīng)符合表8的規(guī)定。
9.4.4 切邊鋼板的切斜(脫方度)應(yīng)不大于鋼板實(shí)際寬度的1%。
9.4.5
對于不切邊鋼板的不平度、鐮刀彎和脫方度,如需方有要求,可由供需雙方在訂貨時協(xié)商確定。
9.5重量
鋼板按理論重量交貨時,理論計(jì)重所采用的厚度為允許的最大厚度和最小厚度的平均值,寬度和長度采用公稱尺寸值。除非產(chǎn)品標(biāo)準(zhǔn)中另有規(guī)定,鋼的密度采用7.85g/cm3(即基本重量為7.85kg/(mm.m2))。理論重量計(jì)算方法見附錄A(規(guī)范性附錄)。
9.6
其它
根據(jù)需方要求,經(jīng)供需雙方協(xié)商并在合同中規(guī)定,可對尺寸、外形、重量及允許偏差另行規(guī)定。
表7 切邊鋼板的不平度 mm
|
公稱厚度 |
鋼類L(a) |
鋼類H(a) |
|
下列公稱寬度鋼板的不平度,不大于 |
|
≤3000 |
>3000 |
≤3000 |
>3000 |
|
測量長度(b) |
|
1000 |
2000 |
1000 |
2000 |
1000 |
2000 |
1000 |
2000 |
|
≤5 |
9 |
14 |
15 |
24 |
12 |
17 |
19 |
29 |
|
>5~8 |
8 |
12 |
14 |
21 |
11 |
15 |
18 |
26 |
|
>8~15 |
7 |
11 |
11 |
17 |
10 |
14 |
16 |
22 |
|
>15~25 |
7 |
10 |
10 |
15 |
10 |
13 |
14 |
19 |
|
>25~40 |
6 |
9 |
9 |
13 |
9 |
12 |
13 |
17 |
|
>40~400 |
5 |
8 |
8 |
11 |
8 |
11 |
11 |
15 |
|
|
a 鋼類
L:規(guī)定的最小屈服強(qiáng)度值≤460MPa,且未經(jīng)淬火或淬火加回火處理的鋼板。
鋼類H:規(guī)定的最小屈服強(qiáng)度值>460MPa~700MPa,以及所有淬火或淬火加回火的鋼板。
b
如測量時直尺(線)與鋼板接觸點(diǎn)之間距離小于1000mm,則不平度最大允許值應(yīng)符合以下要求:對鋼類L,為接觸點(diǎn)間距離(300~1000mm)的1%;對鋼類H,為接觸點(diǎn)間距離(300~1000mm)的1.5%。但兩者均不得超過表7的規(guī)定。 | 表8 切邊鋼板的鐮刀彎 mm
|
鐮刀彎允許最大值 |
測量長度 |
|
≤0.2%×實(shí)際長度 |
實(shí)際長度 |
|
|
10
附加要求
根據(jù)需方要求,經(jīng)供需雙方協(xié)商并在合同中規(guī)定,可補(bǔ)充進(jìn)行其它檢驗(yàn)項(xiàng)目,如成品分析、力學(xué)試驗(yàn)、工藝試驗(yàn)、金相檢查、無損檢測(超聲波探傷UT、磁粉探傷MT、滲透探傷PT等)、焊接試驗(yàn)等。
11 檢驗(yàn)和試驗(yàn)
11.1
鋼板的外觀用肉眼檢查。
11.2 鋼板的尺寸和外形應(yīng)用合適的測量工具檢查。
11.2.1
厚度的測量
切邊鋼板厚度測量部位為距鋼板橫邊或縱邊25mm以上的任意點(diǎn)。對不切邊鋼板,測量部位應(yīng)在訂貨時商定。
11.2.2
寬度的測量
寬度應(yīng)在垂直于鋼板中心線的方位測量。
11.2.3 長度的測量
鋼板內(nèi)最大矩形的長度。
11.2.4
不平度的測量
將鋼板自由放在平臺上,除鋼板的本身重量外不施加任何壓力。用一根長度為1000mm或2000mm的直尺,在距鋼板縱邊至少25mm和距橫邊至少為200mm區(qū)域內(nèi)的任何方向,測量鋼板上表面與直尺之間的最大距離。
11.2.5
鐮刀彎的測量
鋼板的凹形側(cè)邊與連接測量部分兩端點(diǎn)直線之間的最大距離。
11.2.6
切斜(脫方度)的測量
鋼板的的橫邊在縱邊上的垂直投影,如圖1所示。
11.3檢驗(yàn)用試樣數(shù)量、取樣方法、試驗(yàn)方法應(yīng)符合相應(yīng)產(chǎn)品標(biāo)準(zhǔn)的規(guī)定。
12 驗(yàn)收
12.1
鋼板應(yīng)按批進(jìn)行驗(yàn)收,組批規(guī)則應(yīng)符合相應(yīng)產(chǎn)品標(biāo)準(zhǔn)的規(guī)定。
12.2
當(dāng)試驗(yàn)結(jié)果有一項(xiàng)不符合標(biāo)準(zhǔn)要求時,可進(jìn)行復(fù)驗(yàn)或?qū)⒄袨椴缓细瘛?BR>12.3
復(fù)驗(yàn)
12.3.1復(fù)驗(yàn)時,應(yīng)從同一批中再任取雙倍數(shù)量的試樣進(jìn)行該不合格項(xiàng)目的復(fù)驗(yàn)。
12.3.2
復(fù)驗(yàn)結(jié)果(包括該項(xiàng)目試驗(yàn)所要求的所有指標(biāo))合格,則整批合格。復(fù)驗(yàn)結(jié)果(包括該項(xiàng)目試驗(yàn)所要求的所有指標(biāo))即使有一個指標(biāo)不合格,則整批不合格。
12.4
重新分類和返修
復(fù)驗(yàn)前或復(fù)驗(yàn)后的不合格鋼板可進(jìn)行重新分類和返修,具體方法如下:
a)
對已做試驗(yàn)且試驗(yàn)結(jié)果不合的單張鋼板不能驗(yàn)收,但該批中未做試驗(yàn)的鋼板可逐件重新提交試驗(yàn)和驗(yàn)收。
b)
對不合格鋼板進(jìn)行重新熱處理,然后重新組批提交試驗(yàn)和驗(yàn)收。
13 數(shù)值修約按GB/T 8170的規(guī)定。
14 標(biāo)志
14.1
鋼板標(biāo)志應(yīng)清晰。
14.2
通常情況下鋼板以單張交貨,每張鋼板應(yīng)噴印或刻印有供方商標(biāo)、標(biāo)準(zhǔn)號、牌號、爐號、尺寸、鋼板號、重量、特殊要求符號(如探傷標(biāo)志等)等標(biāo)志。
15
檢驗(yàn)文件
15.1每批交貨的鋼板必須開具檢驗(yàn)文件,檢驗(yàn)文件中按需要應(yīng)注明:供方名稱及商標(biāo)、訂貨及收貨
6-7Q/BQB
600-2009單位、合同號、產(chǎn)品名稱、標(biāo)準(zhǔn)號及牌號、交貨狀態(tài)、尺寸規(guī)格、爐號、鋼板號、交貨重量、標(biāo)準(zhǔn)中規(guī)定的各項(xiàng)試驗(yàn)結(jié)果、簽發(fā)日期、質(zhì)量管理部門負(fù)責(zé)人簽字等。
15.2
檢驗(yàn)文件的類型應(yīng)符合GB/T 18253-2000中規(guī)定。
16
其它
附錄B(資料性附錄)提供了鋼的焊接性方面信息。
附錄A
(規(guī)范性附錄)
理論計(jì)重時的重量計(jì)算方法
表 A.1
|
計(jì) 算 順 序 |
計(jì) 算 方 法 |
結(jié) 果 修 約 |
|
基本重量kg/(mm. m2) |
7.85(厚度1mm,面積1m2的重量) |
- |
|
單位重量kg/ m2 |
基本重量kg/(mm. m2)×厚度(mm) |
修約至四位有效數(shù)字
鋼 |
|
鋼板面積 m2 |
寬度(m)×長度(m) |
修約至四位有效數(shù)字 |
|
1張鋼板的重量 kg |
單位重量(kg/ m2 )×鋼板面積(m2 ) |
修約至三位有效數(shù)字,當(dāng)超過1000kg時,修約至kg的整數(shù)位。 |
|
總重量 kg |
各張鋼板重量之和 |
修約至kg的整數(shù)位 |
|
|
附錄B
(資料性附錄)
鋼的焊接性
C.1
鋼的焊接性是指鋼在傳統(tǒng)焊接方法下(如手工電弧焊、埋弧焊、熔化極氣體保護(hù)焊、不熔極氣體保護(hù)焊、電阻焊、等離子弧焊、電子束焊、激光焊等),鋼被焊接成形的相對難易程度。
C.2
鋼在焊接熱循環(huán)過程中,焊縫和母材中可能產(chǎn)生某些脆性不良組織結(jié)構(gòu),導(dǎo)致焊縫和母材產(chǎn)生脆性開裂。對鋼而言,最主要焊接問題是冷裂紋。
C.3
鋼的冷裂紋敏感性通常稱為淬硬性。淬硬性可通過很多方法進(jìn)行測定。最常用的方法是碳當(dāng)量法。
C.4
碳是鋼中最主要的淬硬元素,碳當(dāng)量的計(jì)算是把鋼中的碳含量和主要合金元素(如錳、釩等)對淬硬性的影響折算相應(yīng)的碳含量后進(jìn)行累加。
C.5
最常用的碳當(dāng)量公式是國際焊接學(xué)會(IIW)的碳當(dāng)量公式,大量的生產(chǎn)實(shí)踐已經(jīng)證明,它適用于大多數(shù)常用的碳錳鋼和低合金鋼。
碳當(dāng)量的計(jì)算方法,其中,化學(xué)成分的質(zhì)量百分?jǐn)?shù)是基于熔煉分析的結(jié)果。

C.6
對于低碳鋼、低合金鋼,當(dāng)鋼主要通過微合金化和熱處理手段強(qiáng)化時,也可用其它公式更精確判定鋼的淬硬性和冷裂紋敏感性
C.7
對多數(shù)普通結(jié)構(gòu)用鋼,不必規(guī)定碳當(dāng)量的最大極限。然而,在某種特定情況下,用戶可規(guī)定碳當(dāng)量的最大值。
C.8
用戶選擇合適的碳當(dāng)量時,應(yīng)考慮以下對焊接接頭質(zhì)量有影響的因素:
a) 焊接接頭的拘束度,母材的厚度;
b)
焊接填充材料和母材的強(qiáng)度匹配;
c) 焊縫熔敷金屬中擴(kuò)散氫的含量;
d) 預(yù)熱溫度和道次間溫度;
e)
填充金屬和母材本身的純凈度;
f) 焊接時的線能量。
C.9
一般認(rèn)為,碳當(dāng)量低的鋼不易產(chǎn)生焊接接頭的開裂問題。但是,如對C.8中所列因素考慮不周,同樣會導(dǎo)致焊縫或母材熱影響區(qū)的開裂。
C.10
碳當(dāng)量僅僅是對潛在焊接接頭質(zhì)量問題的定性評估,它不是決定焊接接頭質(zhì)量的唯一因素。實(shí)際生產(chǎn)中,必須選擇合適的焊接規(guī)范。
附加說明:
本標(biāo)準(zhǔn)代替Q/BQB
600-2004。
本標(biāo)準(zhǔn)與Q/BQB600-2004相比主要變化如下:
—— 規(guī)范性引用文件中引用了GB/T
222-2006,GB/T 8170-2008;
—— 增加了控制軋制CR的代號;
——
按GB/T709-2006修改了尺寸、外形、重量及允許公差的規(guī)定;
——
修改了鋼板理論計(jì)重時的厚度計(jì)算。
本標(biāo)準(zhǔn)的附錄A為規(guī)范性附錄,附錄B為資料性附錄。
本標(biāo)準(zhǔn)由寶山鋼鐵股份有限公司質(zhì)量部提出。
本標(biāo)準(zhǔn)由寶山鋼鐵股份有限公司質(zhì)量部起草。
本標(biāo)準(zhǔn)起草人
黃錦花。
本標(biāo)準(zhǔn)于2004年首次發(fā)布。
|