專業(yè)生產(chǎn)經(jīng)營合金鋼管
公司鋼管現(xiàn)貨資源量大、規(guī)格齊全、質(zhì)優(yōu)價(jià)低
公司鋼管現(xiàn)貨資源量大、規(guī)格齊全、質(zhì)優(yōu)價(jià)低
<fieldset id="iws6e"></fieldset>
<cite id="iws6e"></cite>
<strike id="iws6e"></strike>
一、背景
一段蒸汽管道投運(yùn)時(shí)間較長部分閥門隔絕不嚴(yán)需要進(jìn)行更新,管道種類為12Cr1MoV合金鋼管,規(guī)格為 φ 273× 28。為了保證主蒸汽管道的安全運(yùn)行,必須分析合金鋼管的焊接性進(jìn)行焊接工藝評定,以制定可靠的12Cr1MoV大口徑合金鋼管焊接工藝。
二、焊接性分析
1、化學(xué)成分特點(diǎn)
12Cr1MoV 的化學(xué)成分見表1。
表 1 12Cr1MoV 的化學(xué)成分
| 鋼號 | 化學(xué)成分(%) | |||||
| C | Mn | Si | Cr | Mo | V | |
| 12Cr1MoV |
0.08~0.15 | 0.40~0.70 | 0.17~0.37 | 0.90〜1.20 | 0.25~0.35 | 0.15~0.30 |
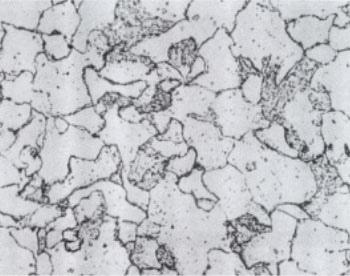
圖1 12Cr1MoV金相組織
由表中數(shù)據(jù)可見, 12Cr1MoV 屬于 1Cr-0.5Mo-V 型耐熱鋼,通過金相分析,可確定它的金相組織為珠光體型,如圖1 所示,圖中可見大塊鐵素體組織,細(xì)小碳化物在晶界和晶內(nèi)沉淀。 由于 Cr、 Mo 的加入,鋼的抗氧化性、高溫強(qiáng)度得到顯著改善,少量的 V可進(jìn)一步增加鋼的熱強(qiáng)性。
2、焊接性的間接判斷法
根據(jù)國際焊接協(xié)會( IIW )所提出的碳當(dāng)量公式:
CE=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15(%)
由表1 的數(shù)據(jù)計(jì)算出 12Cr1MoV 的 CE( IIW )約為 0.52%,可見鋼材焊接性比較差。焊前需對焊件進(jìn)行預(yù)熱,焊后需對焊件進(jìn)行熱處理。
3、熱影響區(qū)硬化及冷裂紋
Cr、Mo、V 等合金元素的加入,一方面提高了鋼材的性能,另一方面也對鋼材的焊接性產(chǎn)生了很大的影響。冷卻速度過大,很可能 形成馬氏體比率較高的淬硬組織,加上厚壁管道的拘束應(yīng)力較大和氫的擴(kuò)散聚集,很容易在熱影響區(qū)引起冷裂紋。
4、再熱裂紋
鋼在高溫運(yùn)行時(shí),再熱裂紋產(chǎn)生于熱影響區(qū)的粗晶區(qū),其形成溫度一般在 500~700℃,同時(shí)焊接區(qū)有較大的殘余應(yīng)力,并有不同程度的應(yīng)力集中。但該管道在 535℃以下運(yùn)行,再熱裂紋的敏感性很低,在采用焊前預(yù)熱,控制層間溫度的情況下,再熱裂紋是可以抑制的。
三、焊接工藝
1、焊接方法
為保證主蒸汽管道內(nèi)壁清潔和焊縫根層質(zhì)量,決定采用鎢極氬弧焊打底,手工電弧焊蓋面的焊接方法。
2、焊接材料
為保證焊縫性能同母材匹配,具有必要的高溫抗氧化性和熱強(qiáng)性,焊縫成分應(yīng)力求與母材相近,選用 TIG-R31 焊絲及 R317 焊條進(jìn)行焊接,低氫型焊條的選用可有效地避免冷裂紋的產(chǎn)生,焊接材料的化學(xué)成分見表2。
焊絲使用前清除銹垢和油污,至露出金屬光
澤。焊條使用前
表2 R317 和 TIG-R31 的化學(xué)成分
| 鋼號 | 化學(xué)成分(%) | |||||
| C | Mn | Si | Cr | Mo | V | |
| R317 | 0.05~0.12 | 0.90 | 0.60 | 1.00~1.50 | 0.40~0.65 | 0.10~0.35 |
| TIG-R31 | 0.06~0.12 | 0.75~1.05 | 0.45~0.70 | 1.10~1.40 | 0.45~0.65 | 0.20~0.35 |
在 400℃烘箱內(nèi)烘干 2h,使用時(shí)放在 100℃保溫筒內(nèi),隨用隨取。鎢極氬弧焊的電極采用鈰鎢棒,為保證根部焊縫的質(zhì)量,氬氣純度在 99.95%以上。
3、坡口制備及對口
為減少焊接應(yīng)力及變形,保證根部焊透,盡可能避免冷裂紋和再熱裂紋的產(chǎn)生,采用如圖2 所示的單面 U 型坡口, 坡口角度 α =15°; 鈍邊 P=2mm;根部間隙 b=2.5mm;半徑 R=5mm。
焊口組裝前將焊口兩側(cè) 15mm 范圍內(nèi)的油、漆、垢、銹等清理干凈,直至發(fā)出金屬光澤。
為防止在焊接和熱處理過程中產(chǎn)生變形和附加應(yīng)力,焊口組裝時(shí)將管道固定。
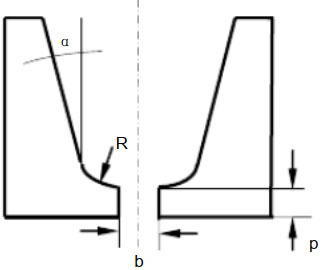
圖2 單面U型坡口示意圖
4、預(yù)熱和層間溫度
預(yù)熱是減慢焊縫金屬和焊接熱影響區(qū)的冷卻速度最有效的措施,可降低焊接接頭的硬度,使氫易于從焊接處擴(kuò)散逸出,防止焊接冷裂紋的產(chǎn)生。應(yīng)當(dāng)指出,預(yù)熱溫度的過高,一方面惡化了勞動條件,另一方面在局部預(yù)熱的條件下,由于產(chǎn)生了附加應(yīng)力,反而會加劇了產(chǎn)生冷裂。因此,不是預(yù)熱溫度越高越好,而應(yīng)合理選擇預(yù)熱溫度。
我們選擇日本百合罔等人通過大量實(shí)驗(yàn)確定的碳當(dāng)量公式:

式中:
A(C)—碳的適用系數(shù)。
A(C)=0.75+0.25tgh〔20(C-0.12)〕,h 為鋼材的厚度 (mm)。
對照表1,可以計(jì)算出 CEN=0.42, 查閱碳當(dāng)量與預(yù)熱溫度的相關(guān)圖,得出預(yù)熱溫度約為 130℃,我們決定選擇 150℃的預(yù)熱溫度。
5、焊接規(guī)范
對于重要的高壓管道焊縫,對線能量的控制應(yīng)該是嚴(yán)格的。線能量過大,由于焊接熱的作用,會引起熱影響區(qū)過熱使晶粒粗大,降低接頭的抗裂性能。而線能量過小,由于降低了冷卻時(shí)間,會使熱影響區(qū)淬硬,也不利于氫的逸出,故而也增加冷裂傾向。綜合上述兩方面因素,我們選擇表3 中的焊接規(guī)范。
表3 焊接規(guī)范
| 層次 | 焊接方法 | 焊接材料 型號規(guī)格 | 焊接 電壓 |
焊接電流 | 電流極性 | 焊接 速度 |
氣體 流量 |
| 1 | Ws | TIG-R31,Φ2.5 |
22V | 90A | 正接 | 70mm/m | 1OL/m |
| 2 | D | R317,Φ3.2 |
22V | 100A | 反接 | 80mm/m | |
| 3 | D | R317,Φ4.0 |
22V | 110A | 反接 | 90mm/m | |
| 4 | D | R317,Φ4.0 |
22V | 110A | 反接 | 90mm/m | |
| 5 | D | R317,Φ4.0 |
22V | 120A | 反接 | 1OOmm/m |
6、操作要點(diǎn)
鎢極氬弧焊打底時(shí),采用接觸引弧。焊接時(shí)采用短弧焊,焊嘴與焊件間距離不超過 10mm。應(yīng)提前送氣,滯后停氣,收弧可采用減少焊接電流或減慢焊速多加焊絲法完成。
手工電弧焊時(shí)應(yīng)注意層間清渣,以防止產(chǎn)生氣孔、夾渣等缺陷,如有缺陷應(yīng)立即鏟除重焊。
焊接時(shí)應(yīng)將焊口一次焊完,為防止氫量的逐層積累和產(chǎn)生彎曲變形而帶來根部應(yīng)力集中,焊件應(yīng)保持 300℃左右的層間溫度。
7、焊后熱處理
焊接冷裂紋產(chǎn)生的三個(gè)因素是氫、焊接殘余應(yīng)力和淬硬組織。焊后及時(shí)熱處理可使擴(kuò)散氫充分逸出,在一定程度上降低焊接接頭的殘余應(yīng)力,并可適當(dāng)改善組織降低淬硬性。 所以, 為保證焊接質(zhì)量,熱處理在焊后立即進(jìn)行。
我們選擇在 720℃恒溫 1.5h 的熱處理工藝。為防止焊接接頭產(chǎn)生附加應(yīng)力,升、降溫速度控制在 200℃ /h,熱處理過程見圖3。
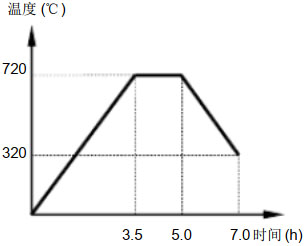
圖3 熱處理過程示意圖
四、焊接工藝評定
1、金相分析
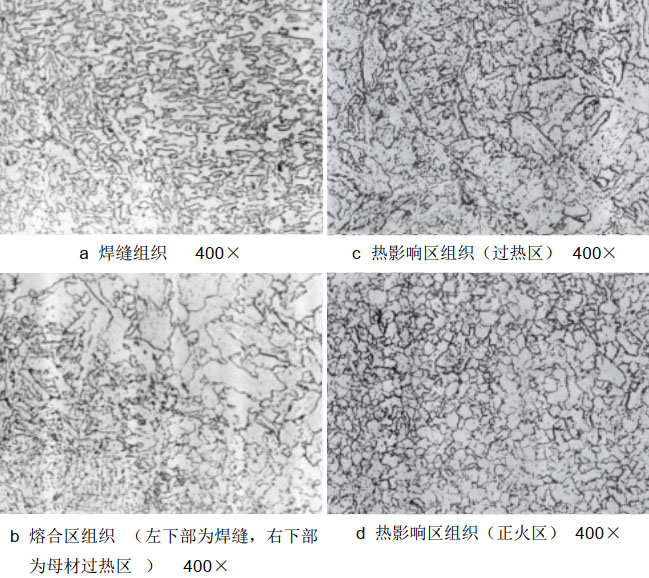
圖4 焊縫和熱影響區(qū)金相組織圖
通過圖4 所示的焊縫和熱影響區(qū)金相組織圖可見,焊縫和熱影響區(qū)基體為白色鐵素體,細(xì)小碳化物在某些鐵素體塊內(nèi)沉淀。
2、其它工藝評定試驗(yàn)
焊縫外觀檢驗(yàn)合格;硬度檢驗(yàn)結(jié)果為 HB223 ;無損探傷結(jié)果為 UT、RTⅠ級;斷口檢驗(yàn)、力學(xué)性能試驗(yàn)檢測指標(biāo)均合格。
五、結(jié)論
本文針對12Cr1MoV大口徑合金鋼管焊接問題,采用了以 TIG-R31 焊絲封底,R317 焊條蓋面,并結(jié)合焊前預(yù)熱和焊后熱處理的焊接工藝。實(shí)踐證明,采用這種焊接工藝進(jìn)行焊接可以獲得高質(zhì)量的焊縫,保證高溫管道的安全運(yùn)行。