專業(yè)生產(chǎn)經(jīng)營(yíng)合金鋼管
公司鋼管現(xiàn)貨資源量大、規(guī)格齊全、質(zhì)優(yōu)價(jià)低
公司鋼管現(xiàn)貨資源量大、規(guī)格齊全、質(zhì)優(yōu)價(jià)低
<fieldset id="iws6e"></fieldset>
<cite id="iws6e"></cite>
<strike id="iws6e"></strike>
一、適用范圍
銅鎳合金鋼管焊接作業(yè)指導(dǎo)書(shū),適用于修、造船銅鎳合金鋼管子的焊接( t=1~3mm ),采用手工鎢極氬弧焊。目的旨在對(duì)銅鎳合金鋼管焊接作業(yè)作出規(guī)定,使管子焊接質(zhì)量達(dá)到規(guī)范要求。
二、人員準(zhǔn)備
1、質(zhì)量保證部負(fù)責(zé)檢驗(yàn)管子焊接質(zhì)量。
2、焊工負(fù)責(zé)管子施焊,并對(duì)其質(zhì)量負(fù)責(zé)。
3、操作人員做好檢驗(yàn)記錄,備查。
4、指導(dǎo)書(shū)發(fā)放范圍:質(zhì)管辦、技術(shù)中心、質(zhì)量保證部、甲居裝課課長(zhǎng)、檢驗(yàn)員、施工人員。
三、焊接作業(yè)實(shí)施
1、總則
1.1 焊條、保護(hù)氣應(yīng)符合有關(guān)標(biāo)準(zhǔn)的規(guī)定,焊條還應(yīng)經(jīng)船級(jí)社認(rèn)可,所有材料均應(yīng)有制造廠家的合格證。
1.2 焊工應(yīng)根據(jù)自己的考核資格級(jí)別進(jìn)行合理的焊接工作。
2、焊前準(zhǔn)備
2.1 焊接前應(yīng)檢查相關(guān)設(shè)備電、氣、水等管線的完整性,有破損的要及時(shí)更換。
2.2 焊接場(chǎng)地應(yīng)有足夠的通風(fēng)設(shè)備,以確保焊接時(shí)產(chǎn)生的廢氣煙塵能及時(shí)排放。
2.3 焊前應(yīng)穿戴好勞動(dòng)保護(hù)用品,如:防護(hù)服,口罩,面罩(護(hù)目鏡) ,手套,絕緣鞋等。
2.5 清除焊接區(qū)域的油污、氧化物等對(duì)焊接有影響的附著物,廢棄物等應(yīng)分類集中處理。
2.6 焊前必須了解施焊管子的級(jí)別,厚度和施工工藝要求,以選用規(guī)定的焊材和選擇適當(dāng)?shù)膮?shù)。
2.6 焊前應(yīng)檢查上道工序的裝配質(zhì)量是否符合圖紙技術(shù)要求和焊接工藝要求。 (管厚 1.5~3mm,對(duì)接焊裝配間隙<0.5mm) 。
2.7 檢查焊條是否受潮、受污等。若是,則應(yīng)消除后方可施焊。
2.8 清除焊接區(qū)域的油污、氧化物等對(duì)焊接質(zhì)量有影響的附著物。
2.9 用鋁鉑封住管口,裝好向管內(nèi)充氣,按工藝要求的氣流量和時(shí)間充氣。
2.10 檢查焊接設(shè)備的完好性,開(kāi)通冷卻水,調(diào)節(jié)氣流量,按工藝要求調(diào)好焊接電流。
3、焊接過(guò)程
3.1 采用高頻引弧法在對(duì)接處引弧。每次引弧前都要檢查噴嘴有否被氧化物堵塞及鎢極端部的錐形是否完好。
3.2 采用短弧焊接,鎢極尖端距溶池的距離與鎢極直徑相當(dāng),焊槍與管子切線方向的夾角約 75o,焊條與鎢極間的夾角約 90o。
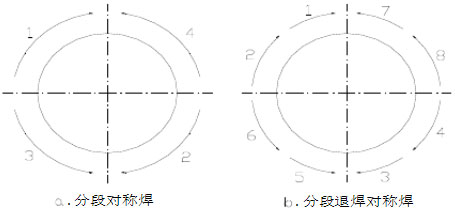
3.3 焊接方向?yàn)榱?-平焊。 φ 267 以下管采用分段對(duì)稱焊法。如下圖示:
3.4 不填焊絲打底焊時(shí),起弧處要充分溶合后再直接焊接,收弧處要加一滴焊絲,使弧坑填滿。
3.5 多層焊時(shí), 層間溫度控制在 66℃以下, 清除前一層焊縫及相鄰母材的雜物,修整好焊縫缺陷后,方可進(jìn)行后一層焊縫的焊接工作,每層焊縫的交接處要注意錯(cuò)開(kāi)。
3.6 不填焊絲打底焊時(shí),起弧處要充分溶合后再直接焊接,收弧處要加一滴焊絲,使弧坑填滿。
3.7 多層焊時(shí), 層間溫度控制在 66℃以下, 清除前一層焊縫及相鄰母材的雜物,修整好焊縫缺陷后,方可進(jìn)行后一層焊縫的焊接工作,每層焊縫的交接處要注意錯(cuò)開(kāi)。
3.8 若焊接時(shí)場(chǎng)地氣流過(guò)大,需采取遮風(fēng)保護(hù)措施。
3.9 作業(yè)結(jié)束后要及時(shí)關(guān)閉相關(guān)的電源、 氣源、 水源,并將作業(yè)過(guò)程中生產(chǎn)的廢棄物分類集中處理。
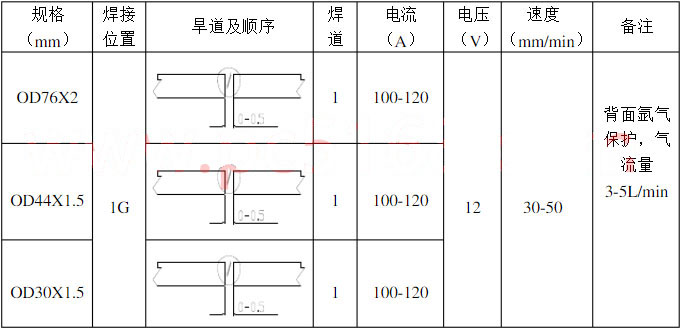
3.10 焊接參數(shù)
四、焊后處理
1、去除顯著的不規(guī)則旱道及修補(bǔ)缺陷,做好自檢。
2、自檢、互檢,做好報(bào) LR 的一切準(zhǔn)備工作。