專業(yè)生產(chǎn)經(jīng)營合金鋼管
公司鋼管現(xiàn)貨資源量大、規(guī)格齊全、質(zhì)優(yōu)價低
公司鋼管現(xiàn)貨資源量大、規(guī)格齊全、質(zhì)優(yōu)價低
<fieldset id="iws6e"></fieldset>
<cite id="iws6e"></cite>
<strike id="iws6e"></strike>
一、施工范圍
自備電廠工程 2× 30MW 機(jī)組合金鋼管焊接,主要應(yīng)用于汽機(jī)主蒸汽管道,種類:大口徑合金鋼管,材質(zhì)/鋼號/牌號/鋼級:12Cr1MoV。
編制依據(jù):
1 廠家圖紙
2 相關(guān)規(guī)程規(guī)范
2.1《火力發(fā)電廠焊接技術(shù)規(guī)程》 DL/T 869-2004
2.2《火電施工質(zhì)量檢驗及評定標(biāo)準(zhǔn)》 (焊接篇 1996年版)
2.3《焊工技術(shù)考核規(guī)程》 (DL/T679—1999)
2.4《電力建設(shè)安全工作規(guī)程》 (DL5009-1-2002)
3 公司資料
3.1《火電施工安裝工藝 (焊接 )》
3.2《焊接工藝評定》
4 2 × 30MW 自備電廠工程施工組織設(shè)計
二、施工準(zhǔn)備
3.1 焊接材料及焊接設(shè)備
3.1.1 焊接材料
3.1.1.1 焊接材料選用如下
TIG-R31 φ 2.5 (12Cr1MoV)
R317 φ 3.2(12Cr1MoV)
3.1.1.2焊接材料應(yīng)有制造成廠的質(zhì)量合格證 ,質(zhì)量符合有關(guān)標(biāo)準(zhǔn)要求。
焊接材料的領(lǐng)取和發(fā)放由焊材管理員統(tǒng)一管理, 使用前按說明書要求進(jìn)行烘于干處理。
3.1.1.3 焊絲在使用前應(yīng)清除油銹及其它污物,露出金屬光澤。
3.1.1.4 焊工將焊條存放在保溫筒內(nèi),并保持一定溫度。
3.1.1.5 氬氣瓶上應(yīng)貼有出廠合格標(biāo)簽, 其純度≥ 99.95%,氣瓶中的氬氣不能用盡,瓶內(nèi)余壓不低于 0.5Mpa,以保證充氬純度。
3.1.1.6 氬弧焊時使用鈰鎢棒( Wce-20)作為電極, φ 2.5~3.0mm。鎢極伸出長度小于 8mm,鎢極端頭 8~10mm磨尖錐形。
3.2 施工機(jī)具
3.2.1 采用直流逆變焊機(jī)。
3.2.2 選用 AT-15 型氬氣減壓流量計,流量計應(yīng)開閉自如,沒用漏氣現(xiàn)象。切記不可先開流量計,后開氣瓶,造成高壓氣流直沖低壓,損壞流量計。關(guān)時先關(guān)流量計而后關(guān)氬氣瓶。
3.2.3 使用氣冷式氬弧焊槍,型號為 QQ-85/200型。
3.2.4 輸送氬氣的膠皮管,不得與輸送其它氣體的互相串用,可用新的氧氣膠皮管代用,長度不超過 30 米。
3.2.5 其它工器具
焊槍、焊線、面罩、保溫筒、護(hù)目鏡(黑玻璃)白玻璃、手錘、半圓銼、扁鏟、手電筒、平光眼鏡、電動磨光機(jī)、砂紙等。
三、施工工序
1 工藝流程
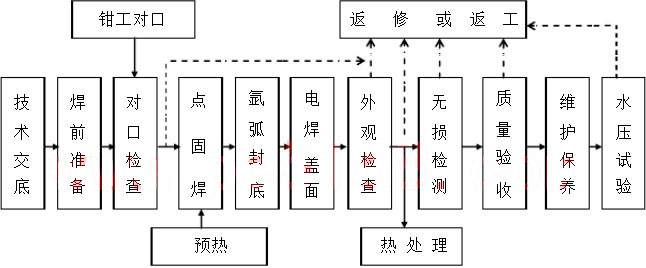
注:其中 “----------->”表示工序不合格時流向。
2 工序方法
2.1 焊前準(zhǔn)備及對口檢查
2.1.1 參加施焊的焊工必須按照《焊工技術(shù)考核規(guī)程》規(guī)定,經(jīng)相應(yīng)試件考試合格。
2.1.2 焊工所用的氬弧焊把、 氬氣減壓流量計,應(yīng)經(jīng)常檢查,確保在氬弧焊封底時氬氣為層流狀態(tài)。
2.1.3 坡口型式按設(shè)計要求,對口間隙 2.5~4mm。
2.1.4 焊件組裝前應(yīng)將坡口表面及母材內(nèi)、外壁 的油、漆、垢、銹等清理干凈,直至露出金屬光澤,清理范圍為每側(cè)各 10~15mm。
2.1.5 管子對口應(yīng)在自由狀態(tài)下,禁止強(qiáng)力對口,更不準(zhǔn)采用加熱增長的方法進(jìn)對口。
2.1.6 對口間隙要均勻, 錯口值≤ 1mm, 對接管焊口端面應(yīng)與管子中心線垂直,其偏斜度△ f≤ 2mm。
2.1.7 焊口腳手架應(yīng)便于焊工施焊,否則應(yīng)采取相應(yīng)措施。
2.1.8 施工需要增加短節(jié)時, 管子對接焊口中心線距離管子彎曲起點不得小于 100mm,兩個對接焊口間距離不得小于 150mm。
2.1.9 焊口局部間隙過大時,應(yīng)進(jìn)行修理,嚴(yán)禁在間隙內(nèi)加填塞物。
2.1.10焊接場所應(yīng)有防風(fēng)、防雨等措施。
2.2 焊接電源:氬弧焊打底時采用直流正接法,焊條蓋面時采用直流反接法。焊接電流參考值如下:
水平固定焊:
打底層: 90—— 110A
填充及蓋面層: φ 3.2:110-125A; φ 4:140-170A
垂直固定焊:
打底層: 100—— 130A
填充及蓋面層: φ 3.2:110-135A; φ 4:160-180A
2.3 對口時應(yīng)使用填塊,填塊點焊以方便去除和牢固為準(zhǔn)則。
2.4 氬弧焊時填絲方法(內(nèi)填絲或外填絲法)視間隙大小自已選擇,管子內(nèi)不得有穿堂風(fēng)。
2.5 引弧、收弧必須在坡口內(nèi)進(jìn)行,收弧要填滿熔池,將電弧引向坡口熄弧。 點焊或打底時,如產(chǎn)生缺陷,必須用電磨工具磨除, 方可繼續(xù)施焊。
2.6 當(dāng)打底焊完成半周或多半周時,應(yīng)用手電筒檢查透度質(zhì)量,發(fā)現(xiàn)問題及時處理。
2.7 打底完畢,仔細(xì)檢查封底質(zhì)量,確認(rèn)合格后,關(guān)閉氣源,調(diào)整電源極性,及時進(jìn)行電焊填充及蓋面層蓋面焊接。
2.8 嚴(yán)禁在被焊件表面隨意引弧、試驗電流或焊接臨時支撐物等。
2.9 首層蓋面時不宜連弧運條,不得熔透封底焊縫。
蓋面完畢應(yīng)及時清理焊縫表面熔渣、飛濺。 經(jīng)自檢合格后,在焊縫附近打上自已的代號鋼印。焊縫經(jīng)無損檢驗,如有超標(biāo)缺陷,可用挖補(bǔ)的方式返修,但同一位置上挖補(bǔ)次數(shù)不得超過三次,并做到:
a 徹底清除缺陷。
b 補(bǔ)焊時按補(bǔ)焊工藝要求進(jìn)行。
焊接施工過程結(jié)束后,并經(jīng)無損探傷合格、質(zhì)量驗收通過后,對焊縫進(jìn)行涂刷清漆保養(yǎng)。
四、資料整理
1 對口裝配檢查合格方可進(jìn)行點焊或施焊,屬現(xiàn)場見證點。
2 施焊完畢經(jīng)自檢合格后應(yīng)打上本人代號鋼印,屬現(xiàn)場見證點。
3 技術(shù)資歷料及質(zhì)量記錄
3.1 技術(shù)交底記錄
3.2 焊接施工記錄
3.3 焊接驗評記錄
3.4 焊接材料使用質(zhì)量跟蹤記錄
五、質(zhì)量驗收標(biāo)準(zhǔn)
1 本施工項目驗收級別為四級。
2 內(nèi)部質(zhì)量按 DL/T5069-96 及 DO/T5048-95規(guī)范評定
3 焊縫表面質(zhì)量按《火電施工質(zhì)量檢驗及評定標(biāo)準(zhǔn)(焊接篇)》(1996年版)規(guī)定進(jìn)行檢查,焊接接頭表面質(zhì)量標(biāo)準(zhǔn)(優(yōu)良級)如下:
焊縫成形:焊縫過渡圓滑、勻直,接頭良好
焊縫余高:0~2mm
焊縫寬窄差:≤ 2mm
咬邊:無
錯口:外壁≤ 1mm
彎折:≤ 3/200
裂紋、弧坑、氣孔、夾渣:無
六、安全技術(shù)措施
1 焊工必須遵守各項安全及文明施工的規(guī)定。
2 焊工必須穿工作服,戴絕緣手套,穿絕緣鞋。
3 焊工在使用電磨工具時必須戴防護(hù)眼鏡,使用前檢查電磨工具砂輪片是否松動,是否需要更換砂輪片。
4 作業(yè)區(qū)下有易燃易爆物品時要做好防止飛濺物下落的措施。
5 應(yīng)避免電焊線與帶有感應(yīng)線圈的設(shè)備相連。
6 使用電動工具時要采取防護(hù)措施,嚴(yán)禁在帶負(fù)荷的情況下斷開閘刀,合上閘刀。
7 焊接場所應(yīng)有防風(fēng)、防雨行措施。
8 高空對口焊接的腳手架應(yīng)牢固、可靠,焊工必須系好安全帶,并嚴(yán)格執(zhí)行高空作業(yè)的有關(guān)規(guī)定。