ҢЈҳI(yЁЁ)Йъ®a(chЁЈn)Ҫӣ(jЁ©ng) IәПҪрд“№Ь
№«Лҫд“№Ь¬F(xiЁӨn)ШӣЩYФҙБҝҙуЎўТҺ(guЁ©)ёсэRИ«ЎўЩ|(zhЁ¬)ғһ(yЁӯu)ғrөН
№«Лҫд“№Ь¬F(xiЁӨn)ШӣЩYФҙБҝҙуЎўТҺ(guЁ©)ёсэRИ«ЎўЩ|(zhЁ¬)ғһ(yЁӯu)ғrөН
<fieldset id="iws6e"></fieldset>
<cite id="iws6e"></cite>
<strike id="iws6e"></strike>
ЎЎЎЎұҫТҺ(guЁ©)·¶КЗОТ№«ЛҫФЪдXәПҪрәёҪУЦРөДҪӣ(jЁ©ng)тһҝӮҪY(jiЁҰ)Ј¬°ҙЎ¶ЖуҳI(yЁЁ)ҳЛ(biЁЎo)ңК(zhЁіn)ҫҺҢ‘өДТ»°гТҺ(guЁ©)¶ЁЎ·Ј¬һйГчҙ_дXәПҪрәёҪУ№ӨЛҮТӘЗу¶шЦЖ¶ЁЈ¬һйТҺ(guЁ©)·¶әё№ӨІЩЧчЈ¬ұЈЧCәёҪУЩ|(zhЁ¬)БҝЈ¬І»”аМбёЯәё№ӨөДҢҚлHІЩЧчјјРg(shЁҙ)Л®ЖҪЖрЦёҢ§(dЁЈo)ЧчУГЎЈ
ТҺ(guЁ©)·¶ҫҺЦЖІҝйTЈәәПҪрд“№ЬҸSЈЁwww.bviltd.cn/hejin/Ј©јјРg(shЁҙ)Іҝ
ҫҺЦЖТА“ю(jЁҙ)Јә
1. GB/T 985.3 Ў¶дXј°дXәПҪрҡвуwұЈЧo(hЁҙ)әёНЖЛ]ЖВҝЪЎ·
2. GB/T10858-2008Ў¶дXј°дXәПҪрәёҪzЎ·
3. GB/T24598-2009Ў¶дXј°дXәПҪрИЫ»Ҝәёәё№ӨјјДЬФu¶ЁЎ·
4. GBT3199-2007 Ў¶дXј°дXәПҪрјУ№Ө®a(chЁЈn)Ж·ЩAҙжј°°ьСbЎ·
5. GBT22087-2008Ў¶дXј°дXәПҪр»ЎәёҪУо^ИұЗ·Щ|(zhЁ¬)БҝЎ·
6.УРкP(guЁЎn)®a(chЁЈn)Ж·ФO(shЁЁ)УӢҲDјҲ
Т»ЎўәёЗ°ңК(zhЁіn)Ӯд
1 әёҪУІДБП
дX°е 3A21( ФӯLF21)ј°дXәПҪрРНІДЎЈ
әёҪzЈәS311дX№иәёҪz ER4043 ЦұҸҪҰХ 2Ј¬ҰХ 3Ј¬әёҪz‘Ә(yЁ©ng)УРЦЖФмйLөДЩ|(zhЁ¬)БҝәПёсЧCЈ¬оI(lЁ«ng)ИЎәН°l(fЁЎ)·ЕУЙ№ЬАнҶTҪy(tЁҜng)Т»№ЬАнЎЈдX№иәёҪzҝ№БСРФәГЈ¬НЁУГРФҙуЎЈ
2 ҡеҡв
ЎЎЎЎҡеҡвЖҝЙП‘Ә(yЁ©ng)ЩNУРіцҸSәПёсҳЛ(biЁЎo)әһЈ¬Ждјғ¶ИЎЭ 99.99% Ј¬ЛщУГБчБҝ 8-16 Йэ/ ·ЦзҠЈ¬ҡвЖҝЦРөДҡеҡвІ»ДЬУГұM Ј¬ЖҝғИ(nЁЁi)УаүәІ»өГөНУЪ 0.5MPaЈ¬ТФұЈЧCідҡејғ¶ИЎЈҡеҡв‘Ә(yЁ©ng)·ыәПGB/T4842-1995ЎЈ
3 әёҪУ№ӨҫЯ
ўЩІЙУГҪ»БчлҠәёҷCЈ¬ұҫҸSУГ WSME-315(J19) ЎЈ
ўЪЯxУГөДҡеҡвңpүәБчБҝУӢ‘Ә(yЁ©ng)й_й]ЧФИзЈ¬ӣ]УРВ©ҡв¬F(xiЁӨn)ПуЎЈЗРУӣІ»ҝЙПИй_БчБҝУӢЎўәуй_ҡвЖҝЈ¬ФміЙёЯүәҡвБчЦұӣ_өНүәЈ¬“pүДБчБҝУӢЈ»кP(guЁЎn)•rПИкP(guЁЎn)БчБҝУӢ¶шәукP(guЁЎn)ҡеҡвЖҝЎЈ
ўЫЭ”ЛНҡеҡвөДДzЖӨ№ЬЈ¬І»өГЕcЭ”ЛНЖдЛьҡвуwөДДzЖӨ№Ь»ҘПаҙ®УГЈ¬ҝЙУГРВөДСхҡвДzЖӨ№ЬҙъУГЈ¬йL¶ИІ»і¬Я^ 30 ГЧЎЈ
4 ЖдЛь№ӨЖчҫЯ
әё№Ө‘Ә(yЁ©ng)ӮдУРЈәКЦеNЎўЙ°јҲЎўұвзPЎўд“ҪzЛўЎўлҠДҘ№ӨҫЯөИЈ¬ТФӮдЗеФьәНПыіэИұПЭЎЈ
5 әёЗ°ЗеАн
ўЩ »ҜҢW(xuЁҰ)ЗеАнЈәР§ВКёЯЈ¬ЗеАнЩ|(zhЁ¬)Бҝ·Җ(wЁ§n)¶ЁЈ¬әёјюЗеАн·¶ҮъТ»°гһйЖВҝЪј°ЖдғЙЯ…ёч 100mm…^(qЁұ)УтЈ¬УГёЙғфГЮјҶХәұыНӘИЬТәІБКГ»тУГ 8%-10% өДNaOH ИЬТәҪюЕЭЈ¬ИҘіэУНОЫІўёЙФпЎЈ
ўЪ ҷCРөЗеАнЈәЯmУГУЪ¶аҢУәёҢУйgөДЗеАнЈ¬ПИУГЖыУНЎўұыНӘөИУРҷCИЬ„©ЯM(jЁ¬n)РРұнГжГ“Ц¬Ј¬ФЩУГЦұҸҪІ»ҙуУЪ 0.15mm өДг~Ҫz»тІ»дPд“ҪzЛўЛўЦБВ¶іцдXұҫЙ«һйЦ№Ј¬ТІҝЙУГ№Оө¶ЗеАнЈ¬Р§№ыБјәГЎЈ
6 әёЗ°оA(yЁҙ)ҹбәНК№УГү|°е
ўЩоA(yЁҙ)ҹбТӘЗу ұЎ°еТ»°гҝЙІ»оA(yЁҙ)ҹбЎЈұЪәс 5mm ТФЙПөДәёјю„t‘Ә(yЁ©ng)ЯM(jЁ¬n)РР 100 Ў« 300 ЎжоA(yЁҙ)ҹбЎЈ
ўЪү|°еК№УГ УЙУЪдXј°дXәПҪрёЯңШҸҠ¶ИөНЈ¬дXТәБч„УРФәЬәГЈ¬әёҪУ•rТЧТэЖрИЫіШЛъПЭЈ¬№КК№УГү|°еіРНРИЫіШЎЈү|°еІДБПҝЙһйКҜД«ЎўІ»дPд“»тХЯЖХНЁМјд“ЎЈ
7 әёҪУЖВҝЪ
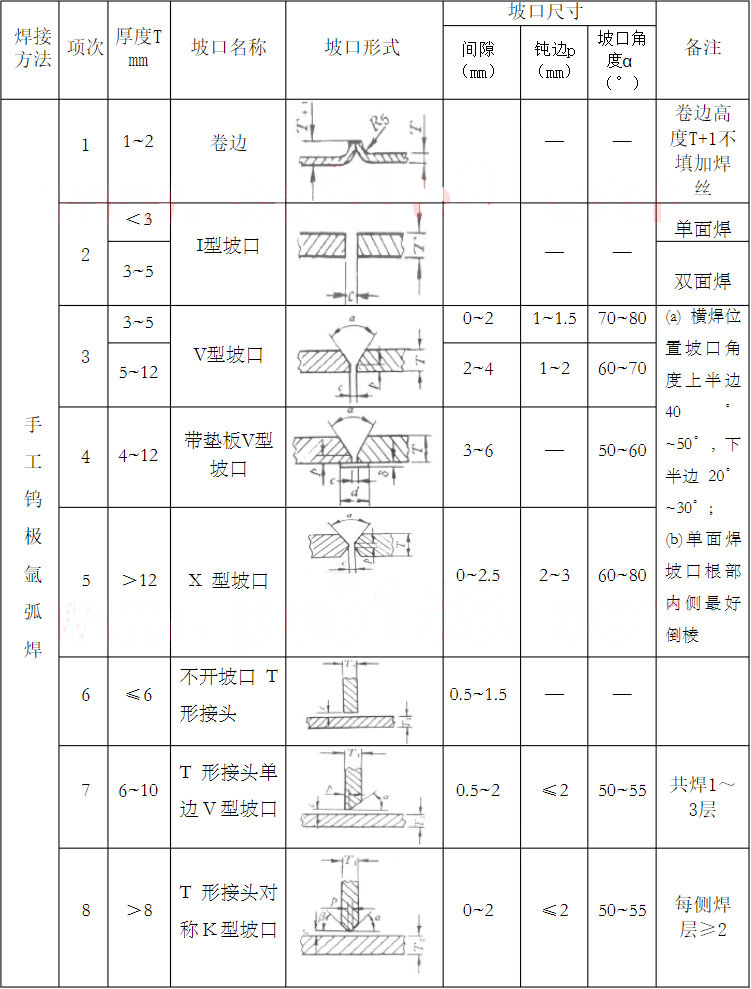
ЎЎЎЎәёҝpөДЖВҝЪРОКҪәНіЯҙз‘Ә(yЁ©ng)‘Ә(yЁ©ng)·ыәПұҫТҺ(guЁ©)·¶ ёҪдӣ1ЈЁТҠОДХВД©ОІЈ©өДТҺ(guЁ©)¶ЁЎЈ ЗРёоәуөДЖВҝЪұнГж‘Ә(yЁ©ng)ЯM(jЁ¬n)РРЗеАнЈ¬ІўЯ_(dЁў)өҪЖҪХы№в»¬ЎўҹoГ«ҙМәНпwЯ…ЎЈ
8 әёҪУҲцЛщЕcәёҪУӯh(huЁўn)ҫі
ЎЎЎЎСbЕдәёҪУ‘Ә(yЁ©ng)ұMБҝФЪЬҮйgғИ(nЁЁi)ёЙғфөД№ӨЧчЕ_ЙПЯM(jЁ¬n)РРЈ¬ҡеҡвұЈЧo(hЁҙ)әё•rпL(fЁҘng)ЛЩ‘Ә(yЁ©ng)РЎУЪ 2m/s Ј¬пL(fЁҘng)ҙу•rЧчҳI(yЁЁ)ҲцЛщТӘҮъЙП“х°еЯM(jЁ¬n)РРәёҪУЈ¬ЖдПаҢҰқс¶ИЎЬ 90% ЎЈ
¶юЎўәёҪУ№ӨЛҮТӘЗу
1 КЦ№ӨжuҳOҡе»Ўәё‘Ә(yЁ©ng)ІЙУГҪ»БчлҠФҙЈ¬ИЫ»ҜҳOҡе»Ўәё‘Ә(yЁ©ng)ІЙУГЦұБчлҠФҙЈ¬әёҪzҪУХэҳOЎЈ
2 әёҪУЗ°әёјюұнГж‘Ә(yЁ©ng)ұЈіЦёЙФпЈ¬ҹoМШКвТӘЗу•rҝЙІ»оA(yЁҙ)ҹбЎЈ
3 әёҪУЗ°‘Ә(yЁ©ng)ФЪФҮәё°еЙПФҮәёЈ¬®”(dЁЎng)ҙ_ХJ(rЁЁn)ҹoҡвҝЧәуФЩЯM(jЁ¬n)РРХэКҪәёҪУ ЎЈ
4 ТЛІЙУГҙулҠБчҝмЛЩК©әё·ЁЈ¬әёҪzөДҷMПт”[„УІ»ТЛі¬Я^ЖдЦұҸҪөД 3 ұ¶ЎЈ
5 Тэ»ЎТЛФЪТэ»Ў°еЙПЯM(jЁ¬n)РРЈ¬ҝvПтәёҝpТЛФЪПЁ»Ў°еЙППЁ»ЎЎЈТэ»Ў°еәНПЁ»Ў°еөДІДБП‘Ә(yЁ©ng)ЕcДёІДПаН¬ЎЈ
6 КЦ№ӨжuҳOҡе»ЎәёөДәёҪz¶ЛІҝІ»‘Ә(yЁ©ng)лxй_ҡеҡвұЈЧo(hЁҙ)…^(qЁұ)Ј¬әёҪzЕcәёҝpұнГжөДҠAҪЗТЛһй 15ЎгЈ¬әёҳҢЕcәёҝpұнГжөДҠAҪЗТЛһй 80ЎгЎ« 90 ЎгЈ¬ҮҠЧмөҪәёјюөДҫалxһй 8Ў«12mm ЎЈ
7 ¶аҢУәё•rТЛңpЙЩәёҪУҢУ”ө(shЁҙ)Ј¬ҢУйgңШ¶ИТЛАд…sЦБКТңШЈ¬ЗТІ»‘Ә(yЁ©ng)ёЯУЪ 65ЎжЎЈҢУйgөДСх»ҜдXөИлsОп‘Ә(yЁ©ng)ІЙУГҷCРө·Ҫ·ЁЗеАнёЙғфЎЈ
8 ҢҰәс¶ИҙуУЪ 5mm өДБўПтәёҝpЈ¬ТЛІЙУГғЙИЛлpГжН¬ІҪҡе»Ўәё№ӨЛҮЎЈ
9 ®”(dЁЎng)жuҳOҡе»ЎәёөДжuҳOЗ°¶Ліц¬F(xiЁӨn)ОЫИҫ»тРО оІ»ТҺ(guЁ©)„t•rЈ¬‘Ә(yЁ©ng)ЯM(jЁ¬n)РРРЮХэ»тёь“QжuҳOЎЈ®”(dЁЎng)әёҝpіц¬F(xiЁӨn)У|жu¬F(xiЁӨn)Пу•rЈ¬‘Ә(yЁ©ng)ҢўжuҳOЎўәёҪzЎўИЫіШМҺАнёЙғфәу·ҪҝЙА^Аm(xЁҙ)ЯM(jЁ¬n)РРК©әёЎЈ
10 ®”(dЁЎng)ИЫ»ҜҳOҡе»Ўәё°l(fЁЎ)ЙъҢ§(dЁЈo)лҠЧмЎўҮҠЧмИЫИләёҝp•rЈ¬‘Ә(yЁ©ng)ҢўФ“ІҝО»әёҝpИ«ІҝзPіэЈ¬ёь“QҢ§(dЁЈo)лҠЧмәНҮҠЧмәу·ҪҝЙА^Аm(xЁҙ)К©әёЎЈ
11 КЦ№ӨжuҳOҡе»ЎәёлҠ»ЎлҠүәФЪ 8-20V, »ЎйL‘Ә(yЁ©ng)ФЪ 0.5 Ў«3mm Ј¬ІЙУГвӢжuҳOЈ¬·ЕЙдРФёьРЎ ЎЈ
12 КЦ№ӨжuҳOҡе»ЎәёәёҪУ№ӨЛҮ…ў”ө(shЁҙ)ТЛ·ыәППВұнТҺ(guЁ©)¶ЁЎЈ
дXј°дXәПҪрКЦ№ӨжuҳOҡе»ЎәёЈЁ TIG Ј©әёҪУ…ў”ө(shЁҙ)ЈЁҪ»БчлҠФҙ )
| °еәс/mm | әёҪУҢУ”ө(shЁҙ) | жuҳOЦұҸҪ/mm | әёҪzЦұҸҪ/mm | әёҪУлҠБч/A | ҡеҡвБчБҝ/LЎӨ min Јӯ 1 | ҮҠЧмҝЧҸҪ/mm | ЖВҝЪРОКҪ |
| 1 | 1 | 2 | 1.6 | 45 Ў« 60 | 7 Ў« 9 | 8 Ў« 10 | ҫнЯ… |
| 2 | 1 | 3 | 1.6 Ў« 2 | 90 Ў« 120 | 12 Ў« 14 | 8 Ў« 10 | IРО |
| 3 | 1 Ў« 2 | 4 | 2 | 150 Ў« 180 | 14 Ў« 18 | 10 Ў« 14 | YРО |
| 4 | 1 Ў« 2 | 5 | 2 Ў« 3 | 180 Ў« 200 | 14 Ў« 18 | 10 Ў« 14 | |
| 5 | 2 | 5 | 2 Ў« 3 | 180 Ў« 240 | 16 Ў« 20 | 12 Ў« 16 | |
| 6 Ў« 8 | 2 Ў« 3 | 5 Ў« 6 | 3 | 260 Ў« 320 | 18 Ў« 24 | 14 Ў« 18 | |
| 8 Ў« 12 | 2 Ў« 3 | 6 | 3 Ў« 4 | 300 Ў« 360 | 18 Ў« 24 | 14 Ў« 18 |
ИэЎўоA(yЁҙ)·АәёҪУИұПЭЈ¬«@өГғһ(yЁӯu)Щ|(zhЁ¬)әёҪУҪУо^өДҙлК©
1 јУҸҠәёЗ°ҢҰ№Өјюј°әёІДөДЗеАнЈЁМШ„eКЗҢҰҪУҪУо^ЖВҝЪ¶ЛГжМҺөДұнГжЈ©Ј¬ңpЙЩСхЎўөӘҡдөДҒнФҙ ЎЈ
2 ІЙУГёЯјғ¶ИұЈЧo(hЁҙ)ҡеҡвЈЁ AЈтЎЭ 99.99%Ј©ЎЈ
3 әёҪУ•rәёҳҢТӘҺ§НПХЦЈ¬ЗТҢҰңШ¶Иі¬Я^ 400Ўж…^(qЁұ)УтөДәёөАХэЎўұі¶јТӘҮА(yЁўn)јУұЈЧo(hЁҙ)Ј¬·АЦ№СхЎўөӘЎўҡдөДЗЦИлЎЈ
4 Яx“сЯm®”(dЁЎng)?shЁҙ)ДәёҪУҫҖДЬБҝЈ¬јИТӘ·АЦ№ҫҖДЬБҝҙуФміЙҪУо^Я^ҹбЈ¬ТІТӘұЬГвҹбЭ”ИлЯ^РЎЈ¬ПаЧғ•r®a(chЁЈn)ЙъЭ^¶аөДҙаРФПаЈ¬ЯҖТӘК№ИЫіШұЈЧo(hЁҙ)ЧгүтөД•rйgЈ¬УРАыУЪҡдҡвөДТЭіцЎЈ
5 ІЙУГЯm®”(dЁЎng)?shЁҙ)ДҠAҫЯЎўүә°еЈ¬Н¬•rЯx“сәПАнөДәёҪУнҳРт ЈЁ ИзҢҰ·QәёЎўМшәёЎўЦрІҪНЛәёөИ Ј©Ј¬ТФ·АЦ№әНңpЙЩЧғРОЎЈ
6 ®”(dЁЎng)әёјюҸДЦРРДПтНвЯM(jЁ¬n)РРәёҪУ•rЈ¬ҫЯУРҙуКХҝsБҝөДәёҝpТЛПИК©әёЈ¬Хы—lәёөА‘Ә(yЁ©ng)ЯBАm(xЁҙ)әёНкЎЈұШТӘ•rІЙИЎ·ҙЧғРО·Ҫ·ЁЈ¬Іў‘Ә(yЁ©ng)БфУРКХҝsУаБҝЎЈ
7 лҠ»ЎІБӮыМҺөД»ЎҝУРиҪӣ(jЁ©ng)ҙтДҘЈ¬К№Ждҫщ„тЯ^¶ЙөҪДёІДұнГжЈ¬®”(dЁЎng)ҙтДҘәуөДДёІДәс¶ИРЎУЪТҺ(guЁ©)¶ЁЦө•rЈ¬„tРиСaәё ЎЈ
8 ҪУ»ЎМҺ‘Ә(yЁ©ng)ұЈЧCәёНёәНИЫәПЎЈ
ЛДЎўәёҝpҷzтһ
1 әёҪУҪY(jiЁҰ)КшЈ¬ЗеАнәёҝpұнГжөДпwһRәНОЫОпәуЈ¬ЛщУРәёҝpЯM(jЁ¬n)РР 100%НвУ^ҷzІйЎЈ
2 әёҝpұнГжІ»өГУРБСјyЎўОҙИЫәПЎўҠAФьЎўҡвҝЧЎўОҙәёНёЎўТ§Я…өИИұПЭЎЈ
3 әёҝpұнГжУаёЯІ»өНУЪДёІДЈ¬Т»°гУаёЯһй 0Ў«1.0mmЈ¬әёҝpҢ’¶ИұИЖВҝЪГҝӮИ(cЁЁ)ФцҢ’ 0.5 Ў«1.5mmЎЈ
ОеЎўжuҳOҡе»ЎәёЈЁ TIG Ј©°ІИ«ТҺ(guЁ©)іМ
1 әёҪУ№ӨЧчҲцөШұШнҡӮдУР·А»рФO(shЁЁ)ӮдЈ¬ИзЙ°ПдЎўңз»рЖчЎўПы·АЛЁЎўЛ®Н°өИЎЈТЧИјОпЖ·ҫалxәёҪУҲцЛщІ»өГРЎУЪ 5ЈнЎЈИфҹo·ЁқMЧгТҺ(guЁ©)¶Ёҫалx•rЈ¬ҝЙУГКҜГЮ°еЎўКҜГЮІјөИНЧЙЖёІЙwЈ¬·АЦ№»рРЗВдИлТЧИјОпЖ·ЎЈТЧұ¬ОпЖ·ҫалxәёҪУҲцЛщІ»өГРЎУЪ 10ЈнЎЈ ҡе»Ўәё№ӨЧчҲцөШТӘУРБјәГөДЧФИ»НЁпL(fЁҘng)әН№М¶ЁөДҷCРөНЁпL(fЁҘng)СbЦГЈ¬ңpЙЩҡе»ЎәёУРәҰҡвуwәНҪрҢЩ·ЫүmөДОЈәҰЎЈ
2 КЦ№ӨжuҳOҡе»ЎәёҷC‘Ә(yЁ©ng)·ЕЦГФЪёЙФпНЁпL(fЁҘng)МҺЈ¬ҮА(yЁўn)ёс°ҙХХК№УГХfГч•шІЩЧчЎЈК№УГЗ°‘Ә(yЁ©ng)ҢҰәёҷCЯM(jЁ¬n)РРИ«ГжҷzІйЎЈҙ_¶Ёӣ]УРл[»јЈ¬ФЩҪУНЁлҠФҙЎЈҝХЭdЯ\РРХэіЈәу·ҪҝЙК©әёЎЈұЈЧCәёҷCҪУҫҖХэҙ_Ј¬ұШнҡБјәГЎўАО№МҪУөШТФұЈХП°ІИ«ЎЈәёҷCлҠФҙөДНЁЎў”аУЙлҠФҙ°еЙПөДй_кP(guЁЎn)ҝШЦЖЈ¬ҮА(yЁўn)ҪыШ“(fЁҙ)Эd°в„Уй_кP(guЁЎn)Ј¬ТФГвРО оУ|о^ҹэ“pЎЈ
3 ‘Ә(yЁ©ng)Ҫӣ(jЁ©ng)іЈҷzІйҡе»ЎәёҳҢАд…sЛ®ПөҪy(tЁҜng)өД№ӨЧчЗйӣrЈ¬°l(fЁЎ)¬F(xiЁӨn)¶ВИы»тР№В©•r‘Ә(yЁ©ng)јҙҝМҪвӣQЈ¬·АЦ№ҹэүДәёҳҢәНУ°н‘әёҪУЩ|(zhЁ¬)БҝЎЈ
4 әё№Өлxй_№ӨЧчҲцЛщ»тәёҷCІ»К№УГ•rЈ¬ұШнҡЗР”алҠФҙЎЈИфәёҷC°l(fЁЎ)Йъ№КХПЈ¬‘Ә(yЁ©ng)УЙҢЈҳI(yЁЁ)ИЛҶTЯM(jЁ¬n)РРҫSРЮЈ¬ҷzРЮ•r‘Ә(yЁ©ng)ЧчәГ·АлҠ“фөИ°ІИ«ҙлК©ЎЈәёҷC‘Ә(yЁ©ng)ЦБЙЩГҝДкіэүmЗеқҚТ»ҙОЎЈ
5 жuҳOҡе»ЎәёҷCёЯоlХсКҺЖч®a(chЁЈn)ЙъөДёЯоlлҠҙЕҲц•юК№ИЛ®a(chЁЈn)ЙъТ»¶ЁөДо^•һЎўЖЈ·ҰЎЈТтҙЛәёҪУ•r‘Ә(yЁ©ng)ұMБҝңpЙЩёЯоlлҠҙЕҲцЧчУГөД•rйgЈ¬ТэИјлҠ»ЎәуБўјҙЗР”аёЯоlлҠФҙЎЈәёҳҢәНәёҪУлҠА|Нв‘Ә(yЁ©ng)УГЬӣҪрҢЩҫҺҝ—ҫҖЖБұО ЈЁЬӣ№ЬТ»¶ЛҪУФЪәёҳҢЙПЈ¬ БнТ»¶ЛҪУөШЈ¬ НвГжІ»°ьҪ^ҫүЈ© ЎЈИзУР—lјюЈ¬‘Ә(yЁ©ng)ұMБҝІЙУГҫ§уwГ}ӣ_Тэ»ЎИЎҙъёЯоlТэ»ЎЎЈ
6 ҡе»Ўәё•rЈ¬ЧПНвҫҖҸҠ¶ИәЬҙуЈ¬ТЧТэЖрлҠ№вРФСЫСЧЎўлҠ»ЎЧЖӮыЈ¬ Н¬•r®a(chЁЈn)ЙъіфСхәНөӘСх»ҜәПОпҙМјӨәфОьөАЎЈТтҙЛЈ¬әё№ӨІЩЧч•r‘Ә(yЁ©ng)ҙ©°Ч·«Іј№ӨЧч·юЈ¬ҙчәГҝЪХЦЎўГжХЦј°·АЧo(hЁҙ)КЦМЧЎўД_ЙwөИЎЈһйБЛ·АЦ№У|лҠЈ¬‘Ә(yЁ©ng)ФЪ№ӨЧчЕ_ёҪҪьөШГжёІЙwҪ^ҫүПрЖӨЈ¬№ӨЧчИЛҶT‘Ә(yЁ©ng)ҙ©Ҫ^ҫүДzР¬ЎЈ
ёҪдӣ1 дXј°дXәПҪрКЦ№Ө TIG әёЖВҝЪРОКҪәНіЯҙз