|
│Żų▌Š½├▄õō╣▄▓®┐═
1. ┤®┐ūĄ─░l(f©Ī)š╣▀^│╠╩Ū╩▓├┤? Į±╠ņį┌¤o┐põō╣▄╔·«a(ch©Żn)▀^│╠ųą,┤®┐ū╣ż╦ć▒╗ÅVĘ║æ¬(y©®ng)ė├Č°Ūę╩ŪĘŪ│ŻĮø(j©®ng)Ø·(j©¼)Ą─ĪŻ1886─ĻĄ┬ć°Ą─┬³ā╚(n©©i)╦╣┬³ąųĄ▄╔Ļšł┴╦ė├ą▒▌ü┤®┐ūÖC╔·«a(ch©Żn)╣▄ĀŅöÓ├µ«a(ch©Żn)ŲĘĄ─īŻ└¹ĪŻīŻ└¹ųą├Ķ╩÷┴╦Įī┘ūāą╬Ģrā╚(n©©i)▓┐┴”Ą─ū„ė├║═╩╣ė├ā╔éĆ╗“ČÓéĆ│╩ÕFą╬Ą─▄ł▌ü▀M(j©¼n)ąą┤®┐ūŻ¼ę“┤╦▒╗ĘQū„┬³ā╚(n©©i)╦╣┬³┤®┐ū▀^│╠ĪŻ
ė╔R.C ╦╣Ą┘ĘŲĀ¢░l(f©Ī)├„Ą─ī¦(d©Żo)░Õ╩╣Ą├┤®┐ū║¾Ą─├½╣▄ķLČ╚Ą├ĄĮį÷╝ėĪŻ║¾üĒS.Ąę╔ßĀ¢░l(f©Ī)├„┴╦ī¦(d©Żo)▒PŻ¼╩╣┤®┐ūą¦┬╩Ą├ĄĮĖ³┤¾╠ßĖ▀ĪŻį┌1981─Ļ│÷¼F(xi©żn)┴╦ļpų¦ō╬Ą─ÕFą╬▌ü┤®┐ūÖCŻ©å╬ų¦ō╬Ą─ÕFą╬▌ü┤®┐ūÖCė╔R.C ╦╣Ą┘ĘŲĀ¢░l(f©Ī)├„ė┌1899─Ļ░l(f©Ī)├„Ż®Ż¼╦³▒╚ęįŪ░Ą─┤®┐ūÖCį┌Įī┘Ą─ūāą╬╔Žėą├„’@Ą─Ė─▀M(j©¼n)ĪŻ Ą┬ć°║═├└ć°į┌20╩└╝o(j©¼)╔Ž░ļ╚~īó┤®┐ū▀M(j©¼n)ąą┴╦║▄┤¾Ė─▀M(j©¼n)Ż¼ ║¾░ļ╚~Ą┬ć°ĪóČĒ┴_╦╣║═╚š▒Šėųīó┤®┐ūÖCŽ“Ū░═Ų▀M(j©¼n)┴╦ę╗▓ĮŻ¼Į³ę╗Č╬Ģrķgųąć°ę▓╚ĪĄ├┴╦║▄┤¾│╔┐āĪŻ
«ö(d©Īng)Į±¤o┐põō╣▄╔·«a(ch©Żn)ųą┤®┐ū╣ż╦ćĖ³╝ė║Ž└Ē║═┤®┐ū▀^│╠īŹ¼F(xi©żn)┴╦ūįäė╗»ĪŻ│ŻęŖĄ─┤®┐ūÖCėąÕFą╬▌ü┤®┐ūÖC║══░ą╬▌ü┤®┐ūÖCĪŻ
2. ┤®┐ū╣żą“į┌¼F(xi©żn)┤·õō╣▄╔·«a(ch©Żn)ųąĄ─ū„ė├? į┌¤o┐põō╣▄╔·«a(ch©Żn)ųą,┤®┐ū╣żą“Ą─ū„ė├╩ŪīóīŹą─Ą─╣▄┼„┤®│╔┐šą─Ą─├½╣▄ĪŻš¹éĆ
╔·«a(ch©Żn)▀^│╠ę╗░Ń░³└©┤®┐ūĪó▄ł╣▄║═Č©£pÅĮ╣żą“ĪŻ┤®┐ūū„×ķĮī┘ūāą╬Ą─Ą┌ę╗Ą└╣żą“Ż¼┤®│÷Ą─╣▄ūė▒┌║±▌^║±ĪóķLČ╚▌^Č╠Īóā╚(n©©i)═Ō▒Ē├µ┘|(zh©¼)┴┐▌^▓ŅŻ¼ę“┤╦Įąū÷├½╣▄ĪŻ╚ń╣¹į┌├½╣▄╔Ž┤µį┌ę╗ą®╚▒Ž▌Ż¼Įø(j©®ng)▀^║¾├µĄ─╣żą“ę▓║▄ļyŽ¹│²╗“£p▌pĪŻ╦∙ęįį┌¼F(xi©żn)┤·õō╣▄╔·«a(ch©Żn)ųą┤®┐ū╣żą“Ą─Ųų°ųžę¬ū„ė├ĪŻ
3. ╣▄┼„┤®┐ūĄ─ĘĮ╩ĮėąÄūĘN? ╣▄┼„Ą─┤®┐ūĘĮ╩Įėąē║┴”┤®┐ūŻ¼═Ų▄ł┤®┐ū║═ą▒▄ł┤®┐ūĪŻ Ż©1Ż®ē║┴”┤®┐ū ē║┴”┤®┐ū╩Ūį┌ē║┴”ÖC╔Ž┤®┐ūŻ¼▀@ĘN┤®┐ūĘĮ╩Į╦∙ė├Ą─įŁ┴Ž╩ŪĘĮ┼„║═ČÓ▀ģą╬õōÕVĪŻ╣żū„įŁ└Ē╩Ū╩ūŽ╚īó╝ė¤ß║├Ą─ĘĮ┼„╗“õōÕVčb╚ļłAą╬─Żųą
Ż©┤╦łAą╬─ŻÄ¦ėą║▄ąĪĄ─ÕFČ╚Ż®Ż¼╚╗║¾ē║┴”ÖC“ī(q©▒)äėĦėąø_Ņ^Ą─ø_ŚUīó╣▄┼„ųąą─ø_│÷ę╗éĆłA┐ūĪŻ▀@ĘN┤®┐ūĘĮ╩Įūāą╬┴┐║▄ąĪŻ¼ę╗░Ńųąą─▒╗ø_öDķ_Ą─Įī┘š²║├╠ŅØMĘĮ┼„║═łAą╬─ŻĄ─ķgŽČ,Å─Č°Ą├ĄĮÄū║§¤očė╔ņĄ─łAą╬├½╣▄,čė╔ņŽĄöĄ(sh©┤)ūŅ┤¾▓╗│¼▀^1.1ĪŻ Ż©2Ż®═Ų▄ł┤®┐ū ═Ų▄ł┤®┐ū╩Ūį┌═Ų▄ł┤®┐ūÖC╔Ž┤®┐ū,▀@ĘN┤®┐ūĘĮ╩Į╩Ūē║┴”┤®┐ūĄ─Ė─▀M(j©¼n)ĪŻ░č╣╠Č©Ą─łAÕFą╬─ŻĖ─│╔ĦłA┐ūą═Ą─ę╗ī”▄ł▌üĪŻ▀@ī”▄ł▌üė╔ļŖÖCĦäėĘĮŽ“ą²▐D(zhu©Żn)Ż©ā╔éĆ▄ł▌üĄ─ą²▐D(zhu©Żn)ĘĮŽ“ŽÓĘ┤Ż®Ż¼ą²▐D(zhu©Żn)ų°Ą─▄ł▌üīó╣▄┼„ę¦╚ļ▄ł▌üĄ─┐ūą═Ż¼Č°╣╠Č©į┌┐ūą═ųąĄ─ø_Ņ^▒Ńīó╣▄┼„ųąą─ø_│÷ę╗éĆłA┐ūĪŻ×ķ┴╦▒Ńė┌īŹ¼F(xi©żn)▄łųŲŻ¼į┌┼„┴ŽĄ─╬▓Č╦╝ė╔Žę╗éĆ║¾═Ų┴”Ż©ę║ē║ĖūŻ®Ż¼ę“┤╦Ż¼Įąū÷═Ų▄ł┤®┐ūĪŻ
▀@ĘN┤®┐ūĘĮ╩Į╩╣ė├ĘĮ┼„Ż¼┤®│÷Ą─├½╣▄▌^Č╠Ż¼ūāą╬┴┐║▄ąĪŻ¼čė╔ņŽĄöĄ(sh©┤)ę╗░Ń▓╗┤¾ė┌1.1ĪŻ═Ų▄ł┤®┐ūĄ─ā×(y©Łu)³c╚ńŽ┬Ż║ 1Ż®┼„┴Žųąą─╠Äė┌ē║æ¬(y©®ng)┴”ĀŅæB(t©żi)Ż¼▀^│╠╩Ūø_┐ū║═┐v▄łŽÓĮY(ji©”)║ŽŻ¼▓╗Ģ■«a(ch©Żn)╔·Č■▌üą▒▄łĄ─ā╚(n©©i)š█╚▒Ž▌Ż¼├½╣▄ā╚(n©©i)▒Ē├µ┘|(zh©¼)┴┐║├Ż¼ī”┼„┴Ž┘|(zh©¼)┴┐ę¬Ū¾▌^Ą═Ż╗
2Ż®ø_Ņ^╔ŽĄ─ŲĮŠ∙å╬╬╗ē║┴”▒╚ē║┴”┤®┐ūąĪ50Żźū¾ėęŻ¼ę“Č°╣żŠ▀Ž¹║─▌^ąĪŻ╗ 3Ż®┤®┐ū▀^│╠ųąų„ę¬╩Ū┼„┴ŽĄ─ųąą─▓┐ĘųĮī┘ūāą╬Ż¼╩╣ųąą─┤ų┤¾Č°╩Ķ╦╔Ą─ĮM┐Ś║▄║├Ą─╝ė╣żČ°ų┬├▄╗»Ż¼═¼Ģrį┌ē║æ¬(y©®ng)┴”ū„ė├Ž┬Ż¼├½╣▄ā╚(n©©i)═Ō▒Ē├µ▓╗ęū«a(ch©Żn)╔·┴č╝yĪŻ
4Ż®╔·«a(ch©Żn)┬╩▒╚ē║┴”┤®┐ūĖ▀Ż¼┐╔▀_(d©ó)├┐ĘųńŖā╔ų¦Ż╗ ęį╔Žā╔ĘN┤®┐ūČÓ╔·«a(ch©Żn)╠ž╩ŌõōĘNĄ─¤o┐põō╣▄Ż¼¼F(xi©żn)┤µĄ─ÖCĮM║▄╔┘Ż¼ę“ūāą╬┴┐║▄ąĪŻ¼├½╣▄Č╠Ūę║±Ż¼ę“Č°į┌¤ß▄ł¤o┐põō╣▄ÖCĮMųąę¬įO(sh©©)ų├ą▒▄łčė╔ņÖCŻ¼īó├½╣▄Ą─═ŌÅĮ║═▒┌║±£pąĪ▓ó╩╣╣▄ūėčėķLĪŻ┴Ē═Ō╚▌ęū«a(ch©Żn)╔·▌^┤¾Ą─▒┌║±▓╗Š∙ĪŻ
Ż©3Ż®ą▒▄ł┤®┐ū ▀@ĘN┤®┐ūĘĮ╩Į▒╗ÅVĘ║Ą─æ¬(y©®ng)ė├ė┌¤o┐põō╣▄╔·«a(ch©Żn)ųąŻ¼ę╗░Ń╩╣ė├łA╣▄┼„Ż¼┐┐Įī┘Ą─╦▄ąįūāą╬╝ė╣żüĒą╬│╔ā╚(n©©i)┐ūŻ¼ę“Č°ø]ėąĮī┘Ą─ōp║─ĪŻ 4. ą▒▄ł┤®┐ūÖCĄ─ĘųŅÉ? ą▒▄ł┤®┐ūÖC░┤šš▄ł▌üĄ─ą╬ĀŅ┐╔Ęų×ķÕFą╬▌ü┤®┐ūÖCĪó▒P╩Į┤®┐ūÖC║══░ą╬▌ü┤®┐ūÖCĪŻ░┤šš▄ł▌üĄ─öĄ(sh©┤)─┐Ęųėų┐╔Ęų×ķČ■▌üą▒▄ł┤®┐ūÖC║═╚²▌üą▒▄ł┤®┐ūÖCĪŻ
ą▒▄ł┤®┐ūÖC▓╗╣▄▄ł▌üĄ─ą╬ĀŅ╚ń║╬▓╗═¼Ż¼×ķ┴╦▒ŻūC╣▄┼„ęĘ╚ļ║═┤®┐ū▀^│╠Ą─īŹ¼F(xi©żn)Ż¼Č╝ė╔ęįŽ┬╚²▓┐ĘųĮM│╔Ż║┤®┐ūÕFŻ©▄ł▌ü╚ļ┐┌ÕFŻ®Ż¼▌Ü▄łÕFŻ©▄ł▌ü│÷┐┌ÕFŻ®║═▄ł▌üē║┐sĦĪ¬Ī¬ė╔╚ļ┐┌ÕFĄĮ│÷┐┌ÕFų«▀^Č╔▓┐ĘųĪŻ
5. Č■▌ü╩Į┤®┐ūÖC║═╚²▌ü╩Į┤®┐ūÖCĄ─╠ž³c? Č■▌ü╩Į┤®┐ūÖCų„ę¬ėąÄ¦ī¦(d©Żo)▌üĄ─┤®┐ūÖCĪóĦī¦(d©Żo)░ÕĄ─┤®┐ūÖC║═Ħī¦(d©Żo)▒PĄ─┤®┐ūÖCŻ¼Ä¦ī¦(d©Żo)▌üĄ─┤®┐ūÖCę╗░Ń▓╗│Żė├Ż¼ų╗ė├ė┌┤®┐ū▄øČ°š│Ą─ėą╔½Įī┘Ż¼╚ńŃ~╣▄ĪóŌü╣▄Ą╚ĪŻÄ¦ī¦(d©Żo)░ÕĄ─┤®┐ūÖCŠ▀ėą┐ūą═ĘŌķ]║├ĪóĮėė|ūāą╬ģ^(q©▒)ķLĪó┤®│÷Ą─├½╣▄▒┌║±┐╔ęįĖ³▒ĪĄ─╠ž³cČ°╚į╚╗Ą├ĄĮųžęĢŻ╗Ħī¦(d©Żo)▒PĄ─┤®┐ūÖCįĮüĒįĮĄ├ĄĮ░l(f©Ī)š╣Ż¼╦³Ą─╠ž³c╩ŪŻ║
1Ż®╔·«a(ch©Żn)┬╩Ė▀Ż¼▀@╩Ūė╔ė┌ų„äėī¦(d©Żo)▒Pī”▄ł╝■«a(ch©Żn)╔·▌SŽ“└Ł┴”ū„ė├Ż¼ī¦(d©Żo)ų┬├½╣▄▌SŽ“╦┘Č╚į÷╝ėĪŻūŅ┐ņ┐╔ęį▀_(d©ó)ĄĮ3Ī½4ų¦Ż»ĘųŻ╗ 2Ż®ė╔ė┌ī¦(d©Żo)▒PĄ─▌SŽ“┴”ū„ė├Ż¼╩╣╣▄┼„ę¦╚ļ╚▌ęūę╗ą®Ż¼£p╔┘┴╦ą╬│╔╣▄Č╦ā╚(n©©i)š█Ą─┐╔─▄ąįŻ¼ę▓┐╔ęį╠ßĖ▀▒┌║±Ą─Š½Č╚Ż╗
3Ż®ī¦(d©Żo)▒P▒╚ī¦(d©Żo)░Õėą▌^Ė▀Ą──═─źąįŻ¼Å─Č°£p╔┘┴╦ōQ╣żŠ▀Ą─Ģrķg▓ó╠ßĖ▀┴╦╣żŠ▀ē█├³Ż╗
╚²▌ü╩Į┤®┐ūÖCĄ─╠ž³c╩ŪŻ║
i.
ė╔ė┌╚²éĆ▌ü│╩Ą╚▀ģ╚²ĮŪą╬▓╝ų├Ż¼ę“Č°į┌ūāą╬ųą╣▄┼„ÖMöÓ├µĄ─ÖEłAČ╚ąĪŻ╗
ii.
ė╔ė┌╚²éĆ▌üČ╝╩Ū“ī(q©▒)äėĄ─Ż¼āH┤µį┌ĒöŅ^╔ŽĄ─▌SŽ“┴”Ż¼ę“Č°┤®┐ū╦┘Č╚▌^┐ņŻ¼Ą½ĒöŅ^╔ŽĄ─▌SŽ“ūĶ┴”▒╚Č■▌ü╩Į┤¾Ż╗
iii.
į┌▄łųŲīŹą─╣▄┼„ĢrŻ¼ė╔ė┌╣▄┼„╩╝ĮK╩▄ĄĮ╚²éĆĘĮŽ“Ą─ē║┐sŻ¼╝ė╔ŽÖEłAČ╚ąĪŻ¼ę╗░Ńį┌╣▄┼„ųąą─▓╗Ģ■«a(ch©Żn)╔·ŲŲ┴čŻ¼╝┤ą╬│╔┐ūŪ╗Ż¼Å─Č°▒ŻūC┴╦├½╣▄ā╚(n©©i)▒Ē├µ┘|(zh©¼)┴┐ĪŻ▀@ĘNūāą╬ĘĮ╩ĮĖ³▀m║Ž┤®┐ūĖ▀║ŽĮõō╣▄ĪŻ╚²éĆ▄ł▌ü┤®┐ūĢr┼„┴Ž║═ĒöŅ^╚▌ęū▒Żš²ī”ųąŻ¼ę“┤╦├½╣▄Äū║╬│▀┤ńŠ½Č╚Ė▀Ż¼╝┤├½╣▄ÖMöÓ├µ▒┌║±Ų½▓ŅąĪĪŻ
iv.
ę“┤®┐ū▒Ī▒┌├½╣▄Ģr╚▌ęūą╬│╔╬▓╚²ĮŪŻ¼╩╣├½╣▄╬▓Č╦┐©į┌▄ł▌ü▌ü┐pųąŻ¼Ė³▀m║Ž┤®┐ūųą║±▒┌├½╣▄ĪŻd/s▒╚▓╗│¼▀^8ĪŻ 6. ī¦(d©Żo)░Õ║═ī¦(d©Żo)▒PĄ─▒╚▌^ ī¦(d©Żo)░Õ║═ī¦(d©Żo)▒P╩Ū┤®┐ūÖC│Żė├Ą─ī¦(d©Żo)╬╗čbų├Ż¼ī¦(d©Żo)▌ü╩Ūę╗ĘN└Ž╩ĮĄ─ī¦(d©Żo)╬╗čbų├Ż¼¼F(xi©żn)į┌Äū║§▓╗ė├┴╦ĪŻī¦(d©Żo)░Õ║═ī¦(d©Żo)▒PĄ─ģ^(q©▒)äe×ķŻ║ 1)
ī¦(d©Żo)░Õī”┐ūą═Ą─ĘŌķ]║├Ż¼┐╔ęįĖ∙ō■(j©┤)ūāą╬ģ^(q©▒)Ą─ķLČ╚įO(sh©©)ėŗī¦(d©Żo)░ÕĄ─ķLČ╚Ż¼Č°ī¦(d©Żo)▒Pį┌ūāą╬│╩╗Īą╬Ęų▓╝Ż¼Įėė|ķLČ╚▌^Č╠Ż¼▄ł▌ü║═ī¦(d©Żo)▒PĄ─ķgŽČųØuį÷┤¾Ż¼Įī┘╚▌ęū▀M(j©¼n)╚ļ▌ü┐pČ°«a(ch©Żn)╔·µ£Ä¦Ż╗
2)
ę“?q©▒)¦▒PĄ─ų„äėą²▐D(zhu©Żn)Ż¼┐╔ęį╠ßĖ▀┤®┐ūą¦┬╩Ż¼╣▄┼„ę▓╚▌ęūę¦╚ļĪŻī¦(d©Żo)░Õät┤╬ų« 3)
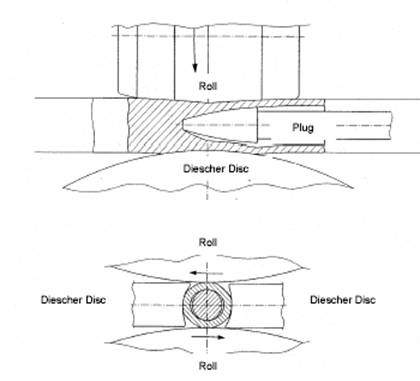
╩╣ė├ī¦(d©Żo)░ÕĄ─┤®┐ūÖCĄ─čė╔ņŽĄöĄ(sh©┤)Ż©╝┤┐╔ęį╔·«a(ch©Żn)Ą─├½╣▄ūŅąĪ▒┌║±Ż®▒╚╩╣ė├ī¦(d©Żo)▒PĄ─┤®┐ūÖCę¬┤¾ĪŻ ╗∙ė┌ęį╔Ž╠ž³cŻ¼Ä¦ī¦(d©Żo)░ÕĄ─┤®┐ūÖC╚į╚╗╩Ūę╗ĘNų„┴„ÖCĮMĪŻ 7. ┤®┐ūÖCĄ─┐ūą═ė╔╩▓├┤ĮM│╔? ┤®┐ūÖCĄ─┐ūą═ė╔▄ł▌üĪóī¦(d©Żo)▒PŻ©╗“?q©▒)¦░ÕŻ®║═ĒöŅ^ĮM│╔ĪŻęŖŽ┬łD
ūóŻ║RollĪ¬▄ł▌üŻ╗plug---ĒöŅ^Ż╗diescher DiscĪ¬Ąę╔ßĀ¢ī¦(d©Żo)▒P 8. ÕFą╬▌ü┤®┐ūÖC║══░ą╬▌ü┤®┐ūÖCĄ─▒╚▌^? ▀@ā╔ĘN┤®┐ūÖC╩Ū«ö(d©Īng)Į±ÅVĘ║╩╣ė├Ą─ų„ę¬ÖCĮMŻ¼ÕFą╬▌ü┤®┐ūÖCĄ─Üv╩Ę▌^Č╠Ż¼Š▀ėąĖ³ČÓā×(y©Łu)³cĪŻ▒╚▌^╚ńŽ┬Ż║ 1Ż®═░ą╬▌ü┤®┐ūÖC║═ÕFą╬▌ü┤®┐ūÖCĄ─▄ł▌üŠ∙┐╔ęį╔ŽŽ┬║═ū¾ėę▓╝ų├Ż╗ 2Ż®═░ą╬▌ü┤®┐ūÖCĄ─▄ł▌üė╔ā╔éĆÕFą╬ĮM│╔Ż¼ÕFą╬▌ü┤®┐ūÖCĄ─▄ł▌üė╔ę╗éĆÕFą╬ĮM│╔Ż╗
3Ż®═░ą╬▌ü┤®┐ūÖCĄ─▄ł╝■╦┘Č╚ūā╗»×ķąĪŻŁ┤¾ŻŁąĪŻ¼ÕFą╬▌ü┤®┐ūÖCĄ─▄ł╝■╦┘Č╚ļS▄ł▌üų▒ÅĮĄ─į÷╝ėÅ─ąĪų▓Įį÷┤¾Ż╗ 4Ż®├½╣▄į┌┐ūą═ųąĄ─īÆš╣Ż¼ÕFą╬▌ü┤®┐ūÖCꬹĪą®Ż¼Ė³ėą└¹Įī┘▌SŽ“čė╔ņūāą╬,ĖĮ╝ėūāą╬ąĪ,├½╣▄ā╚(n©©i)▒Ē├µ┘|(zh©¼)┴┐║├Ż¼▒┌║±Š½Č╚▌^═░ą╬▌ü┤®┐ūÖCĖ▀Ż╗ 5Ż®ÕFą╬▌ü┤®┐ūÖCĄ─čė╔ņŽĄöĄ(sh©┤)▒╚═░ą╬▌ü┤®┐ūÖC┤¾Ż¼Ė³▀m║Ž┤®┐ū▒Ī▒┌├½╣▄Ż¼╩╣Ą├▄ł╣▄ÖCĮMĄ─ÖC╝▄öĄ(sh©┤)─┐┐╔ęį£p╔┘Ż╗d/s▒╚▓╗│¼▀^27Ż¼╩╣ė├ųą▓╗│¼▀^20×ķūŅ╝čĪŻ
Č■▌ü╩Įą▒▄ł┤®┐ūÖCĄ─įO(sh©©)éõĮM│╔ 9. ą▒▄ł┤®┐ūÖCĄ─įO(sh©©)éõė╔──Äū▓┐ĘųĮM│╔? ┤®┐ūÖCįO(sh©©)éõė╔ų„é„äėĪóŪ░┼_ĪóÖC╝▄║═║¾┼_╦─┤¾▓┐ĘųĮM│╔ĪŻ ų„é„äėę╗░Ńė╔ų„ļŖÖC╗“ų„ļŖśO+ūā╦┘ŽõĮM│╔ĪŻ Ū░┼_įO(sh©©)éõę╗░Ń░³└©╩▄┴Ž▓█Īóī¦(d©Żo)╣▄║══ŲõōÖCĮM│╔ĪŻ ÖC╝▄ųą░³└©▄ł▌ü║═ī¦(d©Żo)Ž“įO(sh©©)éõŻ©ī¦(d©Żo)▒P╗“?q©▒)¦░ÕŻ®Ī? ║¾┼_įO(sh©©)éõų„ę¬░³└©Č©ą─▌üĪó├½╣▄╗ž╦═▌üĄ└ĪóĒöŚUąĪ▄ćĪóĒöŚUąĪ▄ćĄ─ų╣═Ųū∙╝░īó├½╣▄Å─┤®┐ūÖCĮM▀\╦═ĄĮ▄ł▌üÖCĮMĄ─▀\▌öįO(sh©©)éõŻ¼│ŻęŖĄ─▀\▌öįO(sh©©)éõėąé„╦═µ£Īó╗ž▐D(zhu©Żn)▒█║═ļŖäė▄ćĪŻ 10. ų„é„äėĄ─ĘĮ╩Į╝░╠ž³c? ┤®┐ūÖCĄ─ų„é„äėļŖÖC┐╔ęį╩╣ė├ų▒┴„ļŖÖC╗“Į╗┴„ļŖÖCĪŻų▒┴„ļŖÖCę╗░Ń═©▀^é„äė▌Sų▒Įė┼c▄ł▌ü▀BĮėŻ¼Č°Į╗┴„ļŖÖCät═©▀^£p╦┘ÖC║═é„äė▌S┼c▄ł▌ü▀BĮėĪŻ
ę╗éĆÖCĮM┐╔ęį╩╣ė├ę╗éĆļŖÖCŻ¼╝┤ę╗éĆļŖÖC▀BĮė£p╦┘ÖCŻ¼£p╦┘ÖC▌ö│÷ā╔éĆ▌ö│÷▌Sė├üĒ“ī(q©▒)äė▄ł▌üĪŻę▓┐╔ęį├┐éĆ▄ł▌ü╩╣ė├ę╗éĆļŖÖCå╬¬Ü“ī(q©▒)äėĪŻ
┤®┐ūÖC╩╣ė├Ą─Įė▌Sėą╚fŽ“Įė▌S║═╩«ūųŅ^Įė▌SĪŻ╩«ūųŅ^Įė▌SŠ▀ėą┴╝║├Ą─š{(di©żo)╣Ø(ji©”)ąį─▄Ż¼¤ošōį┌╦«ŲĮ├µ║═┤╣ų▒ŲĮ├µā╚(n©©i)Č╝┐╔ęį«a(ch©Żn)╔·ŽÓī”Ą─ĮŪ╬╗ęŲĪŻ
11. ┤®┐ūÖCé„äė▌S┼c▄ł▌üĄ─▀BĮėĘĮ╩Į? ų„ę¬▀BĮėĘĮ╩Įėąā╔ĘN.ę╗ĘN╩Ū┬▌╦©▀BĮė,▀@ĘNĘĮ╩ĮŲš▒ķ╩╣ė├,▓╗ūŃų«╠Ä╩Ū▓ąČĢrķg▌^ķLŪęį┌╔·«a(ch©Żn)ųą╚▌ęū╦╔äė.ā╔ę╗ĘNĘĮ╩Į╩Ū▒Ō▌S▀BĮė,▓ąČ╩«Ęų╚▌ęū,įĮüĒįĮČÓ▒╗▓╔ė├. 12. ╣▄┼„Č©ą─ÖCĄ─ĮM│╔ĮY(ji©”)śŗ(g©░u)? Č©ą─ĘĮĘ©ėąā╔ĘNŻ¼╝┤¤ßČ©ą─║═└õČ©ą─ĪŻ¤ßČ©ą─╩Ūė├ē║┐s┐šÜŌ╗“ę║ē║į┌¤ßĀŅæB(t©żi)Ž┬ø_┐ūĪŻ╠ž³c╩Ū╔·«a(ch©Żn)ą¦┬╩Ė▀Ż¼įO(sh©©)éõ║åå╬Ż¼═¼Ģrė╔ė┌ø_Ņ^ą╬ĀŅ┼cĒöŅ^▒Ū▓┐ą╬ĀŅŽÓ▀mæ¬(y©®ng)Ż¼─▄½@Ą├┴╝║├Ą─Č©ą─┐ūą╬ĀŅĪŻÅ─Į³ą®─ĻĄ─░l(f©Ī)š╣üĒ┐┤Ż¼¤ßČ©ą─╣żą“ėąų▓Į▒╗╚ĪŽ¹Ą─┌ģä▌ĪŻ
└õČ©ą─╩Ūį┌ļxŠĆĀŅæB(t©żi)Ž┬į┌ÖC┤▓╔ŽŃ@┐ūŻ¼└õČ©ą─āHį┌Ė▀║ŽĮ╗“ųžę¬ė├═Šõō╣▄Ą─╔·«a(ch©Żn)ųą▓╔ė├ĪŻ 13. ═ŲõōÖCĄ─ū„ė├╝░ą╬╩Į? ×ķ┴╦īó╣▄┼„═Ų╚ļ▄ł▌üų«ķgŻ¼į┌┤®┐ūÖCĄ─Ū░┼_░▓ų├═ŲõōÖCĪŻ└Ž╩ĮĄ─═ŲõōÖC▓╔ė├ÜŌäėŻ¼┴Ē═Ō▀Ćėąµ£?zh©│n)Į═ŲõōÖC║═ę║ē║═ŲõōÖCĪŻ═ŲõōÖCĄ─Ū░Č╦čbėą┐╔ęį▐D(zhu©Żn)äėĄ─═ŲõōŅ^ĪŻ¼F(xi©żn)┤·Ą─═ŲõōÖC╦┘Č╚┐╔ęįįO(sh©©)Č©╝┤┐┐Į³▄ł▌üŪ░Ė▀╦┘═Ų▀M(j©¼n)ęį╣Ø(ji©”)╩ĪĢrķgŻ¼┐┐Į³▄ł▌üĢrĮĄ╦┘ęį▀mæ¬(y©®ng)╣▄┼„Ą─ę¦╚ļĀŅørĪŻ
14. ┤®┐ūÖCÖCū∙Ż©┼ŲĘ╗Ż®ėą──Äū▓┐ĘųĮM│╔? ┤®┐ūÖCĄ─ÖCū∙┤¾ČÓė╔░³└©ęįŽ┬Äū▓┐Ęų: 1)
▐D(zhu©Żn)╣─,ėųĘQū„▄ł▌üŽõĪŻū„ė├╩ŪĘ┼ų├▄ł▌üŻ¼▄ł▌üį┌▐D(zhu©Żn)╣─ā╚(n©©i)╗¼äė╗“┼c▐D(zhu©Żn)╣─Šo╣╠į┌ę╗ŲĪŻ 2)
▄ł▌üāAĮŪš{(di©żo)š¹čbų├Ż¼│Żė├Ą─“ī(q©▒)äėįO(sh©©)éõ╩ŪļŖÖC+╬ü▌å╬üŚU+Č©╬╗Ų„Ż©ŠÄ┤aŲ„Ż®Ż¼ū„ė├į┌▐D(zhu©Żn)╣─╔ŽĪŻę╗░ŃĘ┼ų├Ą─╬╗ų├į┌┼ŲĘ╗Ą─é╚(c©©)├µĪŻė╔ė┌┴ó╩Į┤®┐ūÖCĄ─Ž┬▐D(zhu©Żn)╣─į┌╦«ŲĮ├µęįŽ┬Ż¼└õģs╦«╝░č§╗»ĶFŲżĄ─ķLĢrķgø_╦óŻ¼╣żū„Łh(hu©ón)Š│É║┴ėŻ¼ĮoļŖÖCĄ─ŠSūo(h©┤)ĦüĒ└¦ļyŻ¼ė├ę║ē║±R▀_(d©ó)╠µ┤·ļŖśO┐╔ęįĮŌøQ┤╦å¢Ņ}ĪŻ
3)
▄ł▌üāAĮŪš{(di©żo)š¹Ą─ŲĮ║Ōčbų├ ┼c▄ł▌üāAĮŪš{(di©żo)š¹čbų├ĮM║ŽŻ¼Ž¹│²┤®┐ū▀^│╠ųą«a(ch©Żn)╔·Ą─ķgŽČ║═ø_ō¶ĪŻĖ∙ō■(j©┤)▐D(zhu©Żn)╣─Ą─ą╬ĀŅ▓╗═¼Ż¼░▓čbĄ─╬╗ų├┐╔ęį┼cāAĮŪš{(di©żo)š¹čbų├į┌ę╗é╚(c©©)╗“┴Ē═Ōę╗é╚(c©©)ĪŻ│Ż╩╣ė├ę║ē║ĖūīŹ¼F(xi©żn)┤╦╣”─▄ĪŻ
4)
▄ł▌üĄ─ŲĮ║Ōčbų├ ū„ė├╩ŪŽ¹│²┤®┐ū▀^│╠ųąī”▄ł▌üĄ─╦▓ķgø_ō¶ĪŻ 5)
ī¦(d©Żo)Ž“čbų├ ī¦(d©Żo)Ž“čbų├ų„ę¬ųĖī¦(d©Żo)░Õ║═ī¦(d©Żo)▒PĄ─“ī(q©▒)äė║═š{(di©żo)š¹čbų├ĪŻ 6)
ÖC╔w ÖC╔w╔Žę╗░Ń░▓čb▄ł▌üķgŠÓĄ─š{(di©żo)š¹čbų├ĪŻ 15. ÖC╝▄╔wĄ─┤“ķ_ĘĮ╩Į? │ŻęŖĄ─ÖC╝▄╔w┤“ķ_ĘĮ╩ĮėąęįŽ┬ÄūĘNŻ║ 1)
š¹¾w▓ąČĄ─ÖC╝▄╔wŻ¼ČÓęŖė┌└Ž╩ĮĄ─ąĪÖCĮMŻ¼╚ń76ÖCĮM║═100Ą─┼P╩Į┤®┐ūÖCŻ╗
2)
ÖC╝▄╔wé╚(c©©)ĘŁ╩ĮŻ¼└¹ė├ę║ē║ĖūīóÖC╝▄╔wé╚(c©©)ĘŁŲüĒ▓óĘ┼ų├į┌ÖC╝▄┼ŲĘ╗Ą─ę╗é╚(c©©)Ż¼▓╗ūŃĄ─ĄžĘĮ╩Ūį÷╝ė┴╦ÅSĘ┐Ą─Ė▀Č╚Ż╗ 3)
é╚(c©©)ęŲ╩ĮŻ¼¼F(xi©żn)┤·Ą─┤®┐ūÖCČÓ▓╔ė├┤╦ĘNĘĮ╩ĮŻ¼┐╔ęįīóÖC╝▄╔węŲĄĮę╗é╚(c©©)╗“š▀īóÖC╝▄╔wę╗Ęų×ķČ■ĘųäeęŲĄĮā╔é╚(c©©)ĪŻ 4)
¤oÖC╔w╩ĮŻ¼ē║Ž┬čbų├čbį┌┼ŲĘ╗Ą─ā╚(n©©i)é╚(c©©)Ż¼▄ł▌ü▓čb║▄ĘĮ▒ŃĪŻ 16. │Żė├Ą─▄ł▌üŲĮ║Ōčbų├ėą──ÄūĘN? ▄ł▌üŲĮ║ŌÖCśŗ(g©░u)Ą─ū„ė├╩Ū╩╣▄ł▌ü╗“▐D(zhu©Żn)╣─ŠoŠoē║į┌ē║Ž┬ĮzĖ▄Ą─Č╦▓┐Ż¼ęįŽ¹│²ĮzĖ▄║═▄ł▌üų«ķgĄ─ķgŽČŻ¼╩╣▄ł▌ü╗“▐D(zhu©Żn)╣──▄ļSē║Ž┬┬▌Įzę╗Ų▀M(j©¼n)═╦ĪŻ▄ł▌üĄ─ŲĮ║Ōčbų├ų„ę¬═©▀^ę║ē║Ėū═Ļ│╔Ż©└Ž╩Į┤®┐ūÖC▓╔ė├ÅŚ╗╔Ż®Ż¼ū„ė├Ą─╬╗ų├ęĢ▐D(zhu©Żn)╣─Ą─śė╩ĮČ°Č©Ż¼│Żė├Ą─ėąā╔ĘNĪŻ╚¶▐D(zhu©Żn)╣─┼c▄ł▌ü╣╠Č©į┌ę╗ŲŻ¼ätŲĮ║ŌĖūĄ─╬╗ų├ę╗░ŃĘ┼į┌ÖC╝▄ā╚(n©©i)Ż¼ę║ē║Ėūų▒Įėū„ė├į┌▐D(zhu©Żn)╣─╔ŽŻ¼┤╦ĘNĘĮ╩Į│ŻęŖė┌ÕFą╬▌ü┤®┐ūÖCŻ╗┴Ēę╗ĘNĘĮ╩Į╩Ūę║ē║ĖūĘ┼į┌ÖC╝▄╔w╔Ž═©▀^Tą╬čbų├ū„ė├ė┌▄ł▌üŻ¼┤╦ĘNĘĮ╩Į│ŻęŖė┌═░ą╬▌ü┤®┐ūÖCĪŻ 17. ▄ł▌üķgŠÓĄ─š{(di©żo)š¹ĘĮ╩Įėą──ÄūĘN? ▄ł▌üķgŠÓĄ─š{(di©żo)š¹ĘĮ╩Įę╗░ŃČ╝╩Ū═©▀^£u▌åĪó£uŚUüĒīŹ¼F(xi©żn)Ą─Ż¼┼P╩Į┤®┐ūÖCĄ─š{(di©żo)š¹ÖCśŗ(g©░u)Ę┼ÖC╝▄Ą─é╚(c©©)├µŻ¼┴ó╩Į┤®┐ūÖCĘ┼ų├į┌į┌ÖC╔w╔ŽĪŻ═©▀^ę╗éĆļŖÖCĦäėā╔╠ū£u▌åĪó£uŚUĘųäeū„ė├į┌▄ł▌ü╗“š▀▐D(zhu©Żn)╣─╔ŽŻ¼ū„ė├³cį┌▄ł▌üĄ─╚ļ┐┌é╚(c©©)║═│÷┐┌é╚(c©©)ĪŻę▓ėąę╗┼_ļŖÖCå╬¬Ü“ī(q©▒)äėę╗╠ū£u▌åĪó£uŚUå╬¬ÜĄ─š{(di©żo)š¹ĘĮ╩ĮŻ¼Č■š▀▒╚▌^Ż¼║¾ę╗ĘNš{(di©żo)š¹ĘĮ╩Į╔·«a(ch©Żn)ĢrĖ³╝ėĘĮ▒ŃŻ¼┐╔ęįę└ō■(j©┤)▄ł▌üĄ──źōpŪķør╗“š▀Ė∙ō■(j©┤)ī”├½╣▄ų▒ÅĮĄ─ę¬Ū¾å╬¬Üš{(di©żo)š¹ę╗éĆē║Ž┬čbų├ĪŻ 18.
ī¦(d©Żo)▒P“ī(q©▒)äėĄ─ĘĮ╩Į╝░╠ž³c? ī¦(d©Żo)▒PĄ─“ī(q©▒)äėĘĮ╩Įų„ę¬ėąę║ē║“ī(q©▒)äė║═ļŖÖC“ī(q©▒)äėŻ¼ę“?q©▒)¦▒P▒Š╔ĒĄ─ųž┴┐┤¾╝ėų«┤®┐ūĢrū„ė├į┌ī¦(d©Żo)▒P╔ŽĄ─┼żŠž▌^┤¾Ż¼╦∙ęį“ī(q©▒)äėĄ─čbų├Ą─╣”┬╩Š═Ą├▌^┤¾ĪŻ▓╔ė├ę║ē║“ī(q©▒)äėę╗░ŃąĶę¬ę╗éĆå╬¬ÜĄ─ę║ē║šŠŻ¼═Č┘Y┤¾Ż¼ŠSūo(h©┤)└¦ļyŻ╗▓╔ė├ļŖÖC“ī(q©▒)äėĘĮ╩Įę╗░Ńė├ė┌ųąąĪÖCĮMĪŻ 19.
ī¦(d©Żo)▒Pš{(di©żo)š¹ĘĮ╩Įėą──ÄūĘN? ī¦(d©Żo)▒Pš{(di©żo)š¹ų„ę¬ųĖī¦(d©Żo)▒PĄ─ķgŠÓš{(di©żo)š¹ĪóĖ▀Č╚š{(di©żo)š¹║═▌SŽ“š{(di©żo)š¹ĪŻ ī¦(d©Żo)▒PĄ─ķgŠÓš{(di©żo)š¹Ż¼ę╗░Ńė╔ļŖÖCĪó╬ü▌å╬üŚUĮM│╔Ż¼“ī(q©▒)äėī¦(d©Żo)▒Pčbų├Ą─Ąūū∙▓ó┼õęįŽ¹│²ķgŽČĄ─ŲĮ║Ōčbų├Ż╗ ī¦(d©Żo)▒PĄ─Ė▀Č╚š{(di©żo)š¹Ż¼ę“┐ūą═ĘŌķ]Ą─ę¬Ū¾Ż¼ū¾ėęī¦(d©Żo)▒PĄ─Ė▀Č╚▓╗═¼Ż¼š{(di©żo)š¹Ą─ĘĮ╩Įėąē|Ų¼š{(di©żo)š¹╝┤ų▒Įėį┌ī¦(d©Żo)▒PŽ┬├µ╝ėē|Ų¼║═ą©ēKš{(di©żo)š¹š{(di©żo)š¹╝┤═©▀^ą©ēK▓ó┼õęįŲĮ║Ōčbų├ĪŻ ī¦(d©Żo)▒PĄ─▌SŽ“š{(di©żo)š¹Ż¼▀@ĘNĘĮ╩Į▓╗│Żė├ĪŻę“?q©▒)¦▒Pį┌┤®┐ūĢrĄ─Įėė|ķLČ╚▒╚ī¦(d©Żo)░ÕČ╠Ż¼×ķ┴╦£pąĪ├½╣▄╬▓▓┐Ą─ÖEłAČ╚Ż¼į┌┤®┐ūÖCĄ─įO(sh©©)ėŗļAČ╬Š═īóī¦(d©Żo)▒PĄ─ųąą─ŠĆŽ“║¾ęŲäėę╗ą®ŠÓļxĪŻ║¾ęŲĄ─ŠÓļx╩╣ÖCĮM┤¾ąĪČ°Č©Ż¼ę╗░Ńį┌30║┴├ūęįā╚(n©©i)ĪŻ 20. ī¦(d©Żo)░ÕĖ³ōQčbų├Ą─ĮY(ji©”)śŗ(g©░u)? ę“?q©▒)¦░Õ¾wĘeąĪŪę╚▌ęū─źōpąĶę¬ŅlĘ▒Ė³ōQĄ─╠ž³cŻ¼ę¬Ū¾š{(di©żo)š¹čbų├ØMūŃŻ║ 1)
╝╚ę¬╩Ūī¦(d©Żo)░Õ╣╠Č©┐╔┐┐Ż¼ėųę¬Ė³ōQĘĮ▒ŃŻ╗ 2)
ī¦(d©Żo)░ÕķgŠÓš{(di©żo)š¹ņ`╗Ņ ┼P╩Į┤®┐ūÖCī¦(d©Żo)░Õ╔ŽŽ┬▓╝ų├Ż¼┴ó╩Į┤®┐ūÖCĄ─ī¦(d©Żo)░Õū¾ėę▓╝ų├Ż¼ī¦(d©Żo)░ÕĄ─µiŠo╣╠Č©ė╔ę║ē║Ėū═Ļ│╔Ż¼ę╗éĆĖ³ōQčbų├╔Žėąā╔éĆ╣╠Č©µiŠoÖCśŗ(g©░u)Ż¼ī¦(d©Żo)░Õ┐╔ęįį┌ŠĆ═ŌĖ³ōQŻ¼«ö(d©Īng)ę╗éĆī¦(d©Żo)░ÕąĶę¬Ė³ōQĢrŻ¼ų╗ąĶīóš{(di©żo)š¹čbų├Å─ÖC╝▄ā╚(n©©i)ė├ę║ē║Ėū└Ł│÷▓óą²▐D(zhu©Żn)1800Š═┐╔īóą┬ī¦(d©Żo)░Õ═Ų╚ļÖC╝▄ā╚(n©©i)ĪŻ 21. ╚²▌üČ©ą─Ą─ū„ė├║═ĮY(ji©”)śŗ(g©░u)? ė╔ė┌ĒöŚU║▄ķLŪęų▒ÅĮ▌^ąĪŻ¼ę“┤╦ĒöŚUĄ─äéČ╚▌^▓ŅĪŻ×ķ┴╦į÷╝ėĒöŚUäéČ╚║═Ę└ų╣ĒöŚUį┌┤®┐ū▀^│╠ųąĄ─ČČäėŻ¼į┌┤®┐ūÖCĄ─║¾┼_įO(sh©©)ų├Č©ą─▌üčbų├ĪŻ└Ž╩Į┤®┐ūÖCę“├½╣▄▌^Č╠Ż¼Č©ą─▌üĄ─öĄ(sh©┤)─┐ę╗░Ń×ķ3Ī½4╝▄Ż¼ļSų°├½╣▄ķLČ╚Ą─į÷╝ė¼F(xi©żn)┤·Ą─┤®┐ūÖCČ©ą─▌üöĄ(sh©┤)─┐×ķ6Ī½7╝▄ĪŻ ├┐ę╗┼_Č©ą─▌üčbų├ėą╚²éĆ╗ź×ķ1200▓╝ų├Č©ą─▌üĮM│╔Ż¼1éĆ╔ŽČ©ą─▌ü║═2éĆŽ┬Č©ą─▌üĪŻ į┌▄łųŲ▀^│╠ųąČ©ą─▌üĄ─┴Ē═Ōū„ė├╩ŪŻ║ 1)
«ö(d©Īng)├½╣▄╬┤ĮėĮ³Č©ą─▌üĢrŻ¼╚²éĆČ©ą─╣„īóĒöŚU▒¦ūĪŻ¼▓óļSĒöŚUČ°▐D(zhu©Żn)äėĪŻū„ė├╩Ū╩╣ĒöŚU▌SŠĆ╩╝ĮK▒Ż│ųį┌▄łųŲŠĆ╔ŽŻ¼▓╗ų┴ė┌ę“ÅØŪ·Č°«a(ch©Żn)╔·╦”äėŻ╗ 2)
«ö(d©Īng)├½╣▄ĮėĮ³Č©ą─▌üĢrŻ¼╔ŽŽ┬Č©ą─▌ü═¼Ģr┤“ķ_ę╗Č©ŠÓļxŻ©ąĪ┤“ķ_╬╗ų├Ż®Ż¼╩╣├½╣▄▀M(j©¼n)╚ļ╚²éĆČ©ą─▌üų«ķgŻ¼├½╣▄Š═į┌╚²éĆČ©ą─▌üųąą²▐D(zhu©Żn)Ū░▀M(j©¼n)Ż¼Ųī¦(d©Żo)Ž“Ą─ū„ė├Ż╗
3)
«ö(d©Īng)ę╗ų╗├½╣▄═Ļ╚½┤®═Ėų«║¾Ż¼╔ŽČ©ą─▌üŽ“╔Ž╠¦Ųę╗éĆ▌^┤¾Ą─ŠÓļxŻ©┤¾┤“ķ_╬╗ų├Ż®Ż¼▓╝ų├į┌Č©ą─▌üų«ķgĄ─╔²ĮĄ▌ü═¼Ģrīó├½╣▄═ąūĪĪŻ Č©ą─▌üĄ─“ī(q©▒)äėūŅįń╩Ūė╔ÜŌĖū═Ļ│╔Ą─Ż¼╩╣ė├į┌ąĪÖCĮM╔ŽĪŻ║¾üĒ▒╗ę║ē║Ėū┤·╠µĪŻ Č©ą─▌üąĪ┤“ķ_Ą─ķgŠÓąĶę¬Ė∙ō■(j©┤)├½╣▄ų▒ÅĮĄ─ūā╗»Č°š{(di©żo)š¹Ż¼š{(di©żo)š¹ŠÓļxųĖī¦(d©Żo)Ž“├½╣▄Ģr╚²éĆ▌üĄ─ŠÓļxŻ¼ŠÓļxĄ─┤¾ąĪ×ķ├½╣▄ų▒ÅĮ╝ė├½╣▄╠°äė┴┐Ż¼├½╣▄Ą─╠°äė┴┐ę╗░Ń×ķ8Ī½12║┴├ūū¾ėęŻ¼▒Ī▒┌╣▄┐╔ęį╚Ī╔ŽŽ▐Ż¼║±▒┌╣▄╚ĪŽ┬Ž▐ĪŻ ąĪ┤“ķ_╬╗ų├š{(di©żo)š¹ę╗░Ń═©▀^š{(di©żo)š¹ĮzĖ▄üĒŽ▐ųŲę║ē║ĖūĄ─ąą│╠Ż¼ūŅą┬ą═Ą─ę║ē║ĖūĖū¾wā╚(n©©i)Ħėą╬╗ų├Öz£yčbų├Ż¼š{(di©żo)š¹ąą│╠ų╗ąĶį┌š{(di©żo)š¹ĮKČ╦╔Žą▐Ė─öĄ(sh©┤)ųĄ╝┤┐╔Ż¼Š▀ėą║åå╬Īó░▓╚½Īó┐ņĮ▌Ą─ā×(y©Łu)³cĪŻ
Ą┌ę╗╝▄╚²▌üČ©ą─▌üĄ─╬╗ų├┤¾ČÓĘ┼ų├į┌ÖC╝▄ęį═ŌŻ¼×ķ┴╦£pąĪĒöŚUĄ─æę▒█ķLČ╚╝░├½╣▄Ņ^▓┐Ą─▒┌║±▓╗Š∙Ż¼ūŅą┬Ą─įO(sh©©)ėŗÖCĮMīóĄ┌ę╗╝▄╚²▌üČ©ą─▌ü╔ņ╚ļĄĮÖC╝▄ā╚(n©©i)╗“š▀į┌ÖC╝▄ā╚(n©©i)įO(sh©©)┴ó╦─▌ü╗“╚²▌ü╩ĮĄ─Č©ą─čbų├ĪŻ
22. ║¾┼_╔²ĮĄ▌üĄ└Ą─ū„ė├║═ĮY(ji©”)śŗ(g©░u)ą╬╩Į? ╔²ĮĄ▌üĄ─ū„ė├╩Ū┤®┐ūŪ░ų¦│ųĒöŚUĄ─Ū░ąąĄĮ▄łųŲĄ╚┤²╬╗Ż¼┤®┐ūĮY(ji©”)╩°║¾īóĒöŚU╔ŽĄ─├½╣▄═∙║¾▌ö╦═Ż¼═¼Ģrę▓Ųų¦│ųĒöŚU║═├½╣▄Ą─ū„ė├ĪŻę╗éĆ┤®┐ū▀^│╠ųąėą╚²éĆ╬╗ų├╝┤ĒöŚU╬╗Īó├½╣▄╬╗║═Ž┬ĮĄ╬╗ĪŻ╔²ĮĄ▌üĄ└ūŅČÓėą6Ī½7éĆ▌üĮM│╔Ż¼ķgĖ¶Ą─▓╝ų├į┌╚²▌üČ©ą─čbų├ų«ķgĪŻ ×ķ┴╦╠ßĖ▀Č╠├½╣▄Å─ÖC╝▄ā╚(n©©i)├ō│÷Ą─╦┘Č╚Ż¼║▄ČÓÖCĮMį┌│÷┐┌Ą┌ę╗éĆ╔²ĮĄ▌üĄ─╔ŽĘĮ░▓čbę╗éĆŖA╦═▌üŻ¼į÷╝ė┴╦▌SŽ“┴”Ż¼╝ė┐ņ┴╦├½╣▄├ō│÷╦┘Č╚ĪŻ ╔²ĮĄ▌üĄ─“ī(q©▒)äėėąļŖÖC╝»ųąé„äėĄ─Ż¼ę▓ėąļŖÖCå╬¬Üé„äėĄ─Ż¼Č°╔²ĮĄ▌üĄ─╔Ž╔²║═Ž┬ĮĄĖ³ČÓ▓╔ė├ę║ē║ĖūĄ─äėū„▓óę└┐┐š{(di©żo)š¹ĮzĖ▄Ą─Ž▐ųŲüĒ▀_(d©ó)ĄĮ▓╗═¼╬╗ų├Ą──┐Ą─ĪŻūŅą┬Ą─“ī(q©▒)äėĘĮ╩Į╩Ū▓╔ė├ę║ē║±R▀_(d©ó)“ī(q©▒)äė▓ó┐┐ėą╬╗ų├é„ĖąŲ„Č©╬╗Ą─ę║ē║Ėū▀M(j©¼n)ąą╔²ĮĄ╬╗ų├š{(di©żo)╣Ø(ji©”)ĪŻ
23. ĒöŚUąĪ▄ćĄ─ū„ė├║═“ī(q©▒)äėĘĮ╩Į? ĒöŚUąĪ▄ćĄ─ū„ė├╩ŪīóĒöŅ^╦═ĄĮ┤®┐ūÖC▄ł▌üų«ķgĄ─▀m«ö(d©Īng)╬╗ų├Ż¼į┌┤®┐ūĢr│ą╩▄ĒöŅ^é„üĒĄ─▌SŽ“┴”ĪŻ ┤®┐ūĢrĒöŚU║═ĒöŅ^┼c╣▄┼„ę╗Ų▐D(zhu©Żn)äėĪŻė╔ė┌┤®┐ūÖC▄ł▌üų▒ÅĮę╗░Ńę¬▒╚╣▄┼„ų▒ÅĮ┤¾3Ī½5▒ČŻ¼╣╩╣▄┼„Ą─▐D(zhu©Żn)╦┘ę¬▒╚▄ł▌üĄ─▐D(zhu©Żn)╦┘Ė▀3Ī½5▒ČŻ©Š½┤_ėŗ╦ŃĢrę¬┐╝æ]╗¼ęŲŽĄöĄ(sh©┤)Ż®ĪŻū„ė├į┌ĒöŚUąĪ▄ć╔ŽĄ─┴”ę╗░Ń╝s×ķ▄łųŲ┴”Ą─30Ī½40ŻźŻ¼ĒöŅ^║═╣▄┼„Įėė|Ą─╦▓ķg▀Ć«a(ch©Żn)╔·ø_ō¶▌d║╔ĪŻ▀@ą®┴”╚½▓┐ū„ė├į┌ĒöŚUąĪ▄ć╔ŽĪŻ ĒöŚUąĪ▄ćĄ─Ū░║¾ęŲäėĄ─ĘĮ╩Įėąę║ē║Ėū“ī(q©▒)äėĪóėąļŖÖC+ØL═▓+õōĮz└K“ī(q©▒)äėĪóėąļŖÖC+²XŚl“ī(q©▒)äėĄ─ĪŻ╠ž³cĘųäe╩ŪŻ║ę║ē║Ėū“ī(q©▒)äėĄ─ąą│╠▌^Č╠Ż¼ę╗░Ńį┌3├ūū¾ėęŻ¼▀m║Žė┌ĒöŚU裣h(hu©ón)Ą─ÖCĮMŻ╗┴Ē═Ōā╔ĘN“ī(q©▒)äėĘĮ╩Į▀mė├ė┌ąą│╠▌^ķLŻ¼ę╗░Ńąą│╠į┌10Ī½15├ūū¾ėęŻ¼ĘŪĒöŚU裣h(hu©ón)Ą─ÖCĮMĪŻ 24. ĒöŚUąĪ▄ćų╣═Ųū∙Ą─ĮY(ji©”)śŗ(g©░u)? ×ķ┴╦╩╣ĒöŅ^╬╗ų├į┌┤®┐ū▀^│╠ųą─▄ē“▒Ż│ų▓╗ūāŻ¼ĒöŚUąĪ▄ćę¬ėą╣╠Č©čbų├Ż¼▀@éĆ╣╠Č©čbų├Įąū÷ų╣═Ųū∙ĪŻų╣═Ųū∙ę╗░Ń×ķ┐“╝▄ĮY(ji©”)śŗ(g©░u)Ż¼ĒöŚUąĪ▄ćĄĮ╬╗║¾┐“╝▄╔Žę║ē║ĖūŻ©╗“ÜŌĖūŻ®Ä¦äėą©ēKīóąĪ▄ćµi╦└Ż¼┴Ē═Ōę╗éĆę║ē║ĖūĦäėą©ēKŽ¹│²ķgŽČĪŻ
┤®┐ūĢrŻ¼ĒöŅ^ī”æ¬(y©®ng)▄ł▌üĄ─╬╗ų├╩Ūʱš²┤_Ż¼ų▒Įėė░Ēæ├½╣▄Ą─┘|(zh©¼)┴┐Ż¼ę“┤╦ĒöŅ^Ą─╬╗ų├ąĶę¬Ģr│Żš{(di©żo)š¹ĪŻĒöŅ^╬╗ų├╩Ūė╔ĒöŚUąĪ▄ć╬╗ų├øQČ©Ą─ĪŻ×ķ┤╦Ż¼į┌ų╣═Ųū∙╔ŽčbėąĒöŚUąĪ▄ćŪ░║¾╬╗ų├š{(di©żo)š¹ÖCśŗ(g©░u)ĪŻĮY(ji©”)śŗ(g©░u)ę╗░Ńė╔ļŖÖCĪó╬ü▌å╬üŚUĮM│╔▓ó┼õęįŲĮ║Ōę║ē║ĖūŽ¹│²ķgŽČĪŻ
25. ĒöŚUĄ─└õģsą╬╩Įėą──ą®? ĒöŚUĄ─裣h(hu©ón)ĘĮ╩Įų„ę¬ėąā╔ĘNĪŻ 1)
ę╗ĘN×ķĒöŚU▓╗裣h(hu©ón)Ż¼┤╦ĘNĘĮ╩ĮĒöŚUę╗░Ń×ķā╚(n©©i)╦«└õ╩ĮŻ¼Č°ĒöŅ^×ķ═Ō╦«└õ╩ĮŻ¼├┐┤®┐ūę╗┤╬Ė³ōQę╗éĆĒöŅ^╗“š▀ų▒ĄĮę╗éĆĒöŅ^ōpē─▓┼Ė³ōQŻ╗ 2)
┴Ēę╗ĘNĘĮ╩Į×ķĒöŚU裣h(hu©ón)╩╣ė├Ż¼┤╦ĘNĒöŚUĮY(ji©”)śŗ(g©░u)║åå╬ĪóŠSūo(h©┤)ĘĮ▒ŃŻ¼├┐ĮMę╗░ŃąĶę¬6Ī½12ų¦▓┼─▄裣h(hu©ón)╩╣ė├ĪŻ 26. ĒöŅ^Ą─╩╣ė├ĘĮ╩ĮėąÄūĘNŻ┐ ĒöŅ^Ą─╩╣ė├ĘĮ╩Įų„ę¬ėąęįŽ┬ÄūĘNŻ║ 1)
ĒöŅ^┼cĒöŚU▀BĮėį┌ę╗Ųę╗═¼▀M(j©¼n)ąąčŁŁh(hu©ón)Ą─ĪŻĒöŅ^ōpē─║¾ąĶę¬ļxŠĆ▀M(j©¼n)ąąĖ³ōQŻ¼ę╗░ŃŪķørŽ┬Ż¼ę╗ĮMĒöŚU6Ī½7 ų¦Ż¼└õģsšŠį┌▄łŠĆų«═ŌŻ¼š╝Ąž├µĘe▌^┤¾Ż¼įO(sh©©)éõ▌^Å═(f©┤)ļsĪŻ 2)
ĒöŅ^į┌ŠĆ裣h(hu©ón)ĪŻ╝┤╩╣ė├ę╗ų¦ĒöŚUŻ¼├┐┤®┐ūę╗┤╬Ż¼ĒöŅ^Ė³ōQę╗┤╬Ż¼ę╗░ŃŪķørŽ┬╩╣ė├╚²éĆĒöŅ^Ż¼ĒöŅ^裣h(hu©ón)Ą─┤╬ą“╩Ū1Ż¼2Ż¼3Ż¼į┘1Ż¼2Ż¼3ĪŻ▀@ĘNĘĮ╩Įų╗Ė³ōQĒöŅ^Ż¼╩╣ė├ĘĮ▒ŃŻ¼╔·«a(ch©Żn)╣Ø(ji©”)ūÓ┐ņĪŻĄ½ę¬Ū¾ĒöŅ^Ą─Č©╬╗Š½┤_Ż¼╣żŠ▀╝ė╣żŠ½Č╚Ė▀Ż¼įO(sh©©)éõ▀\▐D(zhu©Żn)š²│ŻŻ¼Ę±ätĄ─įÆŻ¼╚▌ęū░l(f©Ī)╔·ĒöŅ^┼cĒöŚU▀BĮė▓╗└╬Ż¼ĒöŅ^├ō┬õĄ─ŪķørĪŻ
3)
ę╗éĆĒöŅ^Ż»ĒöŚUå╬¬Ü╩╣ė├ĪŻ«ö(d©Īng)ĒöŅ^ōpē─║¾Ż¼ĒÜį┌ŠĆĖ³ōQĒöŅ^ĒöŚUŻ¼ĮĄĄ═┴╦ÖCĮMū„śI(y©©)┬╩ĪŻ ą▒▄ł┤®┐ūÖCĄ─╣żŠ▀ 27. ┤®┐ūÖCėą──ą®╣żŠ▀?ī”╦¹éāėą╩▓├┤ę¬Ū¾? ┤®┐ūÖC╣żŠ▀ų„ę¬░³└©Ż║▄ł▌üĪóĒöŅ^║═ī¦(d©Żo)░ÕŻ©ī¦(d©Żo)▒PŻ®ĪŻ▀@ą®╣żŠ▀╩Ūų▒Įėģó┼cĮī┘ūāą╬Ą─ĪŻ│²┤╦ų«═ŌŻ¼▀Ć░³└©ĒöŚUĪó├½╣▄Č©╬╗▓µĪóī¦(d©Żo)╣▄Īóī¦(d©Żo)▓█Ą╚▓┐╝■ĪŻ ╣żŠ▀│▀┤ń║═ą╬ĀŅę¬Ū¾║Ž└ĒŻ¼▀@śė▓┼─▄▒ŻūC┤®│÷Ė▀┘|(zh©¼)┴┐Ą─├½╣▄Ż¼▒ŻūC┤®┐ū▀^│╠Ą─ĘĆ(w©¦n)Č©Īó╔·«a(ch©Żn)┬╩Ė▀ĪóĄ═─▄║─Īó╣żŠ▀─═─źąįĖ▀Īó╩╣ė├ē█├³ķLĄ─ę¬Ū¾ĪŻ
╣żŠ▀│²┴╦ꬊ▀ėąš²┤_Ą─│▀┤ń║═ą╬ĀŅų«═ŌŻ¼▀Ćę¬║Ž└ĒĄ─╩╣ė├▓─┘|(zh©¼)Ż¼╝ė╣ż╣ż╦ć╝░¤ß╠Ä└ĒųŲČ╚ĪŻ 28. ┤®┐ūÖC▄ł▌üą╬ĀŅėą──ą®? ┤®┐ūÖC▄ł▌üą╬ĀŅų„ę¬ėą▒P╩Į▌üĪó═░ą╬▌ü║═ÕFą╬▌üŻ¼▒P╩Į▌ü¼F(xi©żn)║▄╔┘╩╣ė├Ż¼│Żė├Ą─╩Ū═░ą╬▌ü║═ÕFą╬▌üĪŻ Å─┤¾¾wĄ─ą╬ĀŅüĒ┐┤Ż¼═░ą╬▌ü║═ÕFą╬▌üČ╚ę╗░Ń╩Ūė╔ā╔éĆÕFą╬Č╬ĮM│╔Ą─Ż¼╝┤╚ļ┐┌ÕF║═│÷┐┌ÕFĪŻ╚ń╣¹╝Ü(x©¼)ĘųĄ─įÆŻ¼╚ļ┐┌ÕFėų┐╔ęįĘų×ķę╗Č╬╩Į║═ā╔Č╬╩ĮŻ¼ā╔Č╬╩Į╩Ū×ķ┴╦Ė─╔Ųę¦╚ļŚl╝■║═£p╔┘Å─▄ć┤╬öĄ(sh©┤)ĪŻĖ∙ō■(j©┤)├½╣▄öUÅĮ┴┐Ą─ąĶŪ¾Ż¼│÷┐┌ÕFę▓┐╔ęįĘų×ķę╗Č╬╩Į║═ā╔Č╬╩ĮŻ¼ā╔Č╬╩Įė├ė┌┤¾öUÅĮ┴┐Ą─ÖCĮMĪŻ
┴Ē═ŌŻ¼ėąĄ─▄ł▌üį┌╚ļ┐┌ÕF║═│÷┐┌ÕFų«ķg▓╔ė├▀^Č╔Ħ╝┤▄łųŲĦŻ¼ėąĄ─ätø]ėąĪŻ▄łųŲĦĄ─ū„ė├╩ŪĘ└ų╣ā╔ÕFŽÓĮė╠Äą╬│╔╝ŌõJ└ŌĮŪŻ¼▀@ĘN└ŌĮŪį┌┤®┐ūĢrĢ■╩╣├½╣▄═Ō▒Ē├µ«a(ch©Żn)╔·äØé¹ĪŻ
29. ▄ł▌üĄ─╠žš„│▀┤ńųĖ──ą®? ▄ł▌üĄ─╠žš„│▀┤ńųĖ▄ł▌üūŅ┤¾ų▒ÅĮ║═▌ü╔ĒķLŻ¼▄ł▌üūŅ┤¾ų▒ÅĮ║═▌ü╔ĒķLČ╚╩ŪĖ∙ō■(j©┤)▄ł▌üķLČ╚Īó▄łųŲ╦┘Č╚Īóę¦╚ļŚl╝■Īó▄łųŲ«a(ch©Żn)ŲĘęÄ(gu©®)Ė±ĪóļŖ─▄Ž¹║─Īó▄ł▌üųž▄ć┤╬öĄ(sh©┤)Ą╚ę“╦ž┤_Č©ĪŻ
▄ł▌üų▒ÅĮį÷╝ėŻ¼ätę¦╚ļŚl╝■Ė─╔ŲĪó▄łųŲ╦┘Č╚╠ßĖ▀Īó▄ł▌üųž▄ć┤╬öĄ(sh©┤)į÷╝ėĪó▄ł▌üĄ─└¹ė├┬╩Ė▀Ż¼Ą½═¼Ģrę▓į÷╝ė┴╦▄łųŲē║┴”║═ļŖ─▄Ž¹║─ĪŻ┴Ē═ŌŻ¼ļSų°▄łųŲ├½╣▄ęÄ(gu©®)Ė±Ą─╝ė┤¾Ż¼▄ł▌üų▒ÅĮę▓ŽÓæ¬(y©®ng)į÷╝ėĪŻ
30. ╚ń║╬┤_Č©═░ą╬▄ł▌üĄ─╚ļ┐┌ÕFĮŪ║═│÷┐┌ÕFĮŪ? ▄ł▌ü╚ļ┐┌ÕFĄ─ĮŪČ╚┤¾ąĪøQČ©╣▄┼„─▄ʱĒś└¹ę¦╚ļ║═Ęe└█ūŃē“Ą─┴”ęį┐╦Ę■ĒöŅ^ūĶ┴”╩╣╣▄┼„┤®│╔├½╣▄ĪŻŽÓĻP(gu©Īn)Ą─╬─½I(xi©żn)ųĖ│÷Ż¼╚ļ┐┌ÕFĮŪį┌2Ī½40ų«ķgŻ¼ę╗░ŃŪķørŽ┬īó▄ł▌üĄ─╚ļ┐┌ÕFįO(sh©©)ėŗ│╔ā╔Č╬Ż¼Ą┌ę╗Č╬Ą─ĮŪČ╚į┌1Ī½30ų«ķgŻ¼×ķĄ─╩Ū▒ŻūC╣▄┼„Ą─ę¦╚ļŻ¼Ą┌Č■Č╬Ą─ĮŪČ╚į┌3Ī½60ų«ķgŻ¼×ķĄ─╩ŪĘ└ų╣ą╬│╔┐ūŪ╗ĪŻ ▄ł▌üĄ─│÷┐┌ÕFĮŪį┌3Ī½40ų«ķgŻ¼▀@╚ĪøQė┌╣▄┼„Ą─öUÅĮ┴┐Ż¼öUÅĮ┴┐įĮ┤¾Ż¼ĮŪČ╚įĮ┤¾ĪŻ
31. ╚ń║╬┤_Č©▄ł▌üĄ─╚ļ┐┌ÕF║═│÷┐┌ÕFķLŻ┐ ┤_Č©▄ł▌ü╚ļ┐┌ÕF║═│÷┐┌ÕFĄ─ķLČ╚╩ūŽ╚×ķ┴╦ąŻ║╦▄ł▌üĄ─ķLČ╚╩ŪʱØMūŃ├½╣▄ę¦╚ļ║═öUÅĮĄ─ę¬Ū¾Ż¼Ųõ┤╬×ķį┌╔·«a(ch©Żn)ųą║Ž└Ē╩╣ė├▄ł▌üĪŻ
▄ł▌ü╚ļ┐┌ÕFķLĄ─ėŗ╦Ń╣½╩Į×ķŻ║
▄ł▌ü│÷┐┌ÕFķLĄ─ėŗ╦Ń╣½╩Į×ķŻ║
ūóŻ║DBŻŁ╣▄┼„ų▒ÅĮŻ╗ EŻŁ▄ł▌üŠÓļxŻ╗ DRŻŁ├½╣▄ų▒ÅĮŻ╗ ”┴eĪ¬▄ł▌ü╚ļ┐┌ÕFČ╬Ą─┐šķgĮŪŻ¼┐╔ęįĮ³╦ŲĄ╚ė┌▄ł▌ü╚ļ┐┌ÕFĮŪŻ╗ ”┴aĪ¬▄ł▌ü│÷┐┌ÕFČ╬Ą─┐šķgĮŪŻ¼┐╔ęįĮ³╦ŲĄ╚ė┌▄ł▌ü│÷┐┌ÕFĮŪĪŻ 32. ī¦(d©Żo)▒PĄ─įO(sh©©)ėŗę¬╦žėą──ą®?
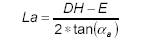
ī¦(d©Żo)▒PįO(sh©©)ėŗę¬╦žų„ę¬ėąŻ║Įėė|╗Ī░ļÅĮ║═║±Č╚ĪŻ ī¦(d©Żo)▒PĄ─▌å└¬ę╗░Ń╩Ūė╔ā╔éĆ░ļÅĮŻ║╚ļ┐┌░ļÅĮR2Īó│÷┐┌░ļÅĮR1ĮM│╔Ż¼Ė∙ō■(j©┤)Įø(j©®ng)“×╬ęéā┐╔ęį┤_Č©ŲõųĄĄ─┤¾ąĪŻ║ ╚ļ┐┌░ļÅĮŻ║ R2ŻĮŻ©0.66Ī½0.70Ż®*DB │÷┐┌░ļÅĮŻ║ R1ŻĮŻ©0.8Ī½0.87Ż®*DB ī¦(d©Żo)▒P║±Č╚ė╔ūŅąĪ▄ł▌üŠÓļx║═ī¦(d©Żo)▒P┼c▄ł▌üĄ─ūŅąĪķgŽČøQČ©ĪŻ┤¾ąĪ×ķŻ║ BŻĮŻ©0.8Ī½1.0Ż®* DB
ūóŻ║DBŻŁ╣▄┼„ų▒ÅĮ 33. ī¦(d©Żo)░ÕĄ─įO(sh©©)ėŗę¬╦žėąą®? ī¦(d©Żo)░ÕĄ─įO(sh©©)ėŗįŁät╩ŪŻ║ę╗ĘN╣▄┼„ąĶę¬įO(sh©©)ėŗę╗ĘNī¦(d©Żo)░Õ,╚ń╣¹╩Ūė├ę╗ĘN╣▄┼„╔·«a(ch©Żn)▓╗═¼│▀┤ńĄ─├½╣▄,┐╔ęįų╗įO(sh©©)ėŗę╗ĘNī¦(d©Żo)░ÕĪŻ ī¦(d©Żo)░ÕĄ─┐vŲ╩├µą╬ĀŅæ¬(y©®ng)┼c▄ł▌ü▌üą╬ŽÓī”æ¬(y©®ng)Ż¼ę▓ėą╚ļ┐┌ÕFĪóē║┐sĦ║═│÷┐┌ÕFĮM│╔ĪŻī¦(d©Żo)░Õ╚ļ┐┌ÕFų„ę¬ŲĄĮę²ī¦(d©Żo)╣▄┼„Ą─ū„ė├Ż¼╩╣╣▄┼„ųąą─ŠĆī”£╩(zh©│n)┤®┐ūųąą─ŠĆĪŻ«ö(d©Īng)╣▄┼„┼c╔ŽĪóŽ┬ī¦(d©Żo)░ÕĮėė|ĢrŻ¼╦³Ųų°Ž▐ųŲ╣▄┼„ÖEłAČ╚Ą─ū„ė├ĪŻŽ▐ųŲÖEłAČ╚╩Ū×ķ┴╦▒▄├Ō▀^įńą╬│╔┐ūŪ╗Ż¼═¼Ģr┤┘▀M(j©¼n)Įī┘Ą─┐vŽ“čė╔ņĪŻī¦(d©Żo)░ÕĄ─│÷┐┌ÕFŲŽ▐ųŲ├½╣▄ÖMūāą╬Ż¼▓ó┐žųŲ├½╣▄▄ł║¾═ŌÅĮĄ─ū„ė├ĪŻ
ē║┐sĦ╩Ū▀^Č╔ĦŻ¼╦³▓╗į┌ī¦(d©Żo)░ÕĄ─ųąķgŻ¼Č°╩ŪŽ“╚ļ┐┌ĘĮŽ“ęŲäėŻ¼ęŲäėųĄę╗░Ńį┌20Ī½30mm,ę▓ėąĄĮ50mmĄ─ĪŻęŲäėĄ──┐Ą─╩ŪŻ║┐╔ęį£pąĪ╣▄┼„į┌ĒöŅ^╔Žķ_╩╝▌Ü▄łĢrĄ─ÖEłAČ╚║═£pąĪī¦(d©Żo)░ÕĄ─▌SŽ“ūĶ┴”Ż¼╠ßĖ▀┤®┐ū╦┘Č╚ĪŻ
ī¦(d©Żo)░ÕĄ─╚ļ┐┌ÕFĮŪę╗░ŃĄ╚ė┌▄ł▌ü╚ļ┐┌ÕFĮŪ╗“▒╚▄ł▌ü╚ļ┐┌ÕFĮŪ┤¾10Ī½20Ż¼│÷┐┌ÕFĮŪę╗░ŃĄ╚ė┌▄ł▌üĄ─│÷┐┌ÕFĮŪ╗“▒╚▄ł▌üĄ─│÷┐┌ÕFĮŪąĪ0.50Ī½10ĪŻ ī¦(d©Żo)░ÕĄ─ÖMöÓ├µą╬ĀŅ╩ŪéĆłA╗Īą╬░╝▓█Ż¼▀@╩Ū×ķ┴╦▒Ńė┌╣▄┼„║═├½╣▄ą²▐D(zhu©Żn)ĪŻ░╝▓█Ą─łA╗Ī┐╔ū÷│╔å╬░ļÅĮ╗“ļp░ļÅĮĄ─ĪŻ ī¦(d©Żo)░ÕĄ─ķLČ╚ė╔ūāą╬ģ^(q©▒)ķLČ╚øQČ©Ż¼ē║┐sĦīÆČ╚ę╗░Ń×ķ10Ī½20mm. ī¦(d©Żo)░ÕĄ─║±Č╚Ė∙ō■(j©┤)▄ł▌üŠÓļxüĒ┤_Č©Ż¼ęį▒Ī▒┌├½╣▄×ķįO(sh©©)ėŗī”Ž¾ĪŻ▀mæ¬(y©®ng)▒Ī▒┌╣▄Ą─ī¦(d©Żo)░Õę╗Č©▀mæ¬(y©®ng)║±▒┌╣▄Ą─╔·«a(ch©Żn)ĪŻ 34. ĒöŅ^Ą─ĘNŅÉėąą®Ż┐ ĒöŅ^░┤└õģsĘĮ╩ĮüĒĘųŻ¼ėąā╚(n©©i)╦«└õĪóā╚(n©©i)═Ō╦«└õĪó▓╗╦«└õĒöŅ^Ż©┤®┐ū▀^│╠║═┤²▄łĢrķgā╚(n©©i)Č╝▓╗└õģsŻ¼ų„ę¬ųĖ╔·«a(ch©Żn)║ŽĮõōė├Ą─Ńf╗∙ĒöŅ^Ż®: ░┤ĒöŅ^║═ĒöŚUĄ─▀BĮėĘĮ╩ĮüĒĘųŻ¼ėąūįė╔▀BĮė║═ė├▀BĮėŅ^▀BĮėĒöŅ^ĪŻ ░┤╦«└õā╚(n©©i)┐ūüĒĘųŻ¼ėąļA╠▌ą╬ĪóÕFą╬║═╗Īą╬ā╚(n©©i)┐ūĒöŅ^ĪŻā╚(n©©i)┐ū┼c═Ō▒Ē├µų«ķgĄ─▒┌║±ėąĄ╚▒┌║═▓╗Ą╚▒┌ā╔ĘNĪŻ ░┤ĒöŅ^▓─┘|(zh©¼)ĘųŻ¼ėą╠╝õōĪó║ŽĮõō║═Ńf╗∙ĒöŅ^ĪŻ Å─öUÅĮČ╬Ęų:ėą2Č╬╩ĮĪó3Č╬╩ĮĪó4Č╬╩ĮĪŻöUÅĮ┬╩ąĪė┌20Żźė├2Č╬╩ĮĒöŅ^Ż¼┤¾ė┌20Żźė├3╗“4Č╬╩ĮĒöŅ^ĪŻ 35. ĒöŅ^Ą─╩╣ė├ē█├³┼c──ą®ę“╦žėąĻP(gu©Īn)Ż┐ ×ķčėķLĒöŅ^Ą─╩╣ė├ē█├³Ż¼æ¬(y©®ng)═©▀^╝ėÅŖ└õģs╦«Ą─ē║┴”üĒ╠ßĖ▀ĒöŅ^į┌┐ūą═ųąĒöŅ^Ą─└õģsŻ¼ė╚Ųõ╩ŪĒöŅ^Ą─Ū░▓┐ĪŻ╩╣ė├ā╚(n©©i)╦«└õų„ę¬╩Ū×ķ┴╦ĮĄĄ═ĒöŅ^ā╚(n©©i)▓┐£žČ╚Ż¼æ¬(y©®ng)▒M┐╔─▄ĮĄĄĮūŅĄ═╦«ŲĮŻ¼└õģs╦«ē║æ¬(y©®ng)▒ŻūCį┌10Ī½15 barĪŻ ė░ĒæĒöŅ^ē█├³Ą─ę“╦žŻ║
1) ╣▄┼„▓─┘|(zh©¼)Ż¼║ŽĮ║¼┴┐įĮĖ▀Ż¼ūāą╬┐╣┴”įĮ┤¾Ż¼ĒöŅ^ē█├³įĮĄ═Ż╗
2) ĒöŅ^╗»Ęų║═¤ß╠Ä└Ē╣ż╦ćŻ¼¤ß╠Ä└Ē╣ż╦ćøQČ©ĒöŅ^ē█├³ĪŻ
3) ĒöŅ^ų▒ÅĮŻ¼ę╗░ŃŪķørŽ┬ų▒ÅĮįĮ┤¾ē█├³įĮĖ▀ĪŻ
4) ┤®┐ūĢrķg║═╣▄┼„ķLČ╚Ż¼┤®┐ūĢrķgįĮķLŻ¼ĒöŅ^£žČ╚įĮĖ▀Ż¼ĒöŅ^įĮ╚▌ęūūāą╬║═ōpē─ĪŻ
į┌┤®▄ł?zh©¬)╝õō║═Ą═║ŽĮõōĢrĒöŅ^Ą─ē█├³×ķ Ī½400ų¦Ż¼ė├Ųš═©ĒöŅ^┤®┐ū║ŽĮõō╣▄┼„Ą─ē█├³į┌10ų¦ęįā╚(n©©i)ĪŻ 36. ĒöŅ^Ė³ōQĄ─ś╦(bi©Īo)£╩(zh©│n)╩Ū╩▓├┤Ż┐ į┌┤®┐ū▀^│╠ųąŻ¼ĒöŅ^│ą╩▄ų°Į╗ūā¤ßæ¬(y©®ng)┴”Īó─”▓┴┴”╝░ÖCąĄ┴”Ż¼┴”Ą─┤¾ąĪė░ĒæĒöŅ^Ą─ē█├³ĪŻĒöŅ^▀^Ęų─źōpĢ■äØé¹├½╣▄ā╚(n©©i)▒Ē├µŻ¼š│õō║¾«a(ch©Żn)╔·ā╚(n©©i)š█ĪŻ
ĒöŅ^ę╗░Ń╩Ū▄łųŲĄ─ĪóÕæįņĄ─╗“š▀╩ŪĶTõōĄ─ĪŻ░ß▀\ĒöŅ^Ģræ¬(y©®ng)▒Żūo(h©┤)▒Ē├µĄ─č§╗»īėŻ¼▒▄├Ō├ō┬õŻ¼Ę±ätė░Ēæ╩╣ė├ē█├³ĪŻ
Ė³ōQś╦(bi©Īo)£╩(zh©│n)╩ŪŻ║ 1) ĒöŅ^Ņ^▓┐─źōpŻ¼─źōpĦķLČ╚│¼▀^5mmŻ¼ŲŲōp├µĘe│¼▀^30cm2. 2) ┤®┐ūČ╬│÷¼F(xi©żn)┴č╝yŻ╗┴č╝yķLČ╚│¼▀^60mm,īÆČ╚į┌1.0mmū¾ėęĪŻ 3) š│õōŻ¼ėąš│õōŠ═įōĖ³ōQĪŻ
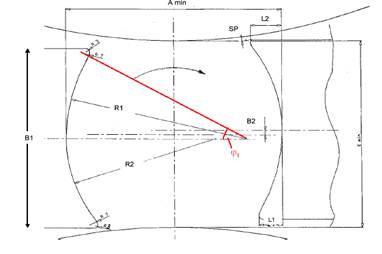
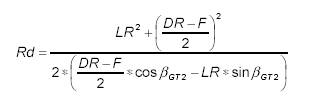
╠▐ÅUĄ─ĒöŅ^įŁät╔Ž▓╗─▄ųžÅ═(f©┤)╩╣ė├Ż¼╚¶ųž▄ćŻ¼ąĶę¬į┘┤╬¤ß╠Ä└ĒĪŻ 37. ĒöŅ^įO(sh©©)ėŗ▓Į¾E╩Ū╩▓├┤Ż┐ ═©│Ż2Č╬ĒöŅ^Ą─╣żū„Č╬ė╔┤®┐ūČ╬LRŻ©Ū·ŠĆ▓┐ĘųŻ®║═ŲĮ╗¼Č╬LGT2ĮM│╔ĪŻā╔▓┐Ęų▀BĮė╠ÄŽÓŪąĪŻęŖŽ┬łDĪŻ įO(sh©©)ėŗĒöŅ^Ą─Ū░╠ß╩ŪŻ¼Ž┬┴ąģóöĄ(sh©┤)ęčų¬Ż║
Ī¬╣▄┼„ų▒ÅĮŻ║ DB Ī¬├½╣▄ų▒ÅĮŻ║ DH Ī¬├½╣▄▒┌║±Ż║ SH Ī¬▄ł▌ü╬╣╚ļĮŪŻ║”├ ėŗ╦Ń╚ńŽ┬Ż║
1) ┤_Č©┤®┐ūČ╬
Ż║ėŗ╦Ń╣½╩Į×ķŻ║
┤®┐ūČ╬ķLČ╚LRŻ║
┤®┐ūČ╬łA╗Ī░ļÅĮŻ║
2) ┤_Č©ŲĮ╗¼Č╬LGT2 ŲĮ╗¼Č╬Ą─ū„ė├╩ŪŠ∙ä“▒┌║±Ż¼╦³Ą─ķLČ╚ų┴╔┘▒ŻūC1.5éĆ├½╣▄┬▌ŠÓ▓ó╝ė╔Ž░▓╚½ŽĄöĄ(sh©┤)ĪŻėŗ╦Ń╣½╩Į×ķŻ║
ŲĮ╗¼Č╦ų▒ÅĮ╝┤ĒöŅ^ų▒ÅĮĄ─┤_Č©╣½╩Į╩ŪŻ║
╩ĮųąŻ║SFĪ¬ŽĄöĄ(sh©┤)Ż¼1.2Ī½1.5 CHĪ¬├½╣▄ā╚(n©©i)ÅĮ┼cĒöŅ^Ą─ķgŽČ┴┐ĪŻ 38. ├½╣▄ā╚(n©©i)▒Ē├µĘ└č§╗»ė├╩▓├┤Ż┐ ├½╣▄ā╚(n©©i)▒Ē├µ┐╣č§╗»ä®ė├ė┌╚ź│²║═▒▄├Ō├½╣▄ā╚(n©©i)▒Ē├µĄ─č§╗»Īó▓óė├Ą¬ÜŌćŖ╦ó├½╣▄ā╚(n©©i)▓┐ĪŻ┐╣č§╗»ä®Ą─ĮM│╔Ż©ųž┴┐░┘Ęų▒╚Ż®×ķŻ║
----┼╦ßŌcŻ©Na2B4O7Ż® 30Ī½35Żź ----Ōc║═Ōøų¼ĘŠ╦ß
10Ī½15Żź ----┴“╦ßŌc ī”┐╣č§╗»ä®Ņw┴Ż║═│▀┤ńĄ─╝╝ąg(sh©┤)ę¬╩ŪŻ║┐╣č§╗»ä®╩Ū│╔ĘųŽÓ╗ź╗ņ║ŽŠ∙ä“Ą─Ę█ĀŅ╬’Ż¼90ŻźĄ─Ę█ĀŅ╬’▒žĒÜ─▄═©▀^ę╗éĆ16─┐Ą─║YūėĪŻæ¬(y©®ng)▒Ż┤µį┌ę╗éĆ═©’L(f©źng)Ą─Ę┐ķgā╚(n©©i)Ż¼░³čb┤³ę¬├▄ĘŌĪŻ┐╣č§╗»ä®ūŅ╔┘į┌ā╔éĆį┬ā╚(n©©i)▓╗ĮY(ji©”)ēK╗“š│ĮY(ji©”)ĪŻ
╗∙▒Š└Ēšō▓┐Ęų 39.
┤®┐ū▀^│╠Ą─╚²éĆļAČ╬ųĖĄ─╩Ū╩▓├┤? ą▒▄ł┤®┐ūš¹éĆ▀^│╠┐╔ęįĘų│╔╚²éĆļAČ╬Ż║ Ą┌ę╗éĆ▓╗ĘĆ(w©¦n)Č©▀^│╠Ī¬×ķ╣▄┼„Ū░Č╦Įī┘ų▓Į│õØMūāą╬ģ^(q©▒)Ż¼╝┤Å─╣▄┼„═¼▄ł▌üķ_╩╝Įėė|Ż©ę╗┤╬ę¦╚ļŻ®ĄĮŪ░Č╦Įī┘│÷ūāą╬ģ^(q©▒)Ż¼▀@éĆļAČ╬ųą┤µį┌ų°ę╗┤╬ę¦╚ļ║═Č■┤╬ę¦╚ļĪŻ
ĘĆ(w©¦n)Č©▀^│╠Ī¬▀@╩Ū┤®┐ū▀^│╠Ą─ų„ę¬ļAČ╬Ż¼Å─╣▄┼„Ū░Č╦Įī┘│õØMūāą╬ģ^(q©▒)ĄĮ╣▄┼„╬▓Č╦Įī┘ķ_╩╝ļxķ_ūāą╬ģ^(q©▒)×ķų╣ĪŻ Ą┌Č■éĆ▓╗ĘĆ(w©¦n)Č©▀^│╠Ī¬×ķ╣▄┼„╬▓Č╦Įī┘ųØuļxķ_ūāą╬ģ^(q©▒)ĄĮĮī┘╚½▓┐ļxķ_▄ł▌ü×ķų╣ĪŻ ĘĆ(w©¦n)Č©▀^│╠║═▓╗ĘĆ(w©¦n)Č©▀^│╠ėąų°├„’@Ą─▓ŅäeŻ¼į┌╔·«a(ch©Żn)ųą┐╔ęį║▄╚▌ęū┐┤ĄĮ├½╣▄Ņ^╬▓│▀┤ń║═ųąķg▓┐Ęų│▀┤ńėą▓ŅäeŻ¼ę╗░Ń╩Ū├½╣▄Ū░Č╦ų▒ÅĮ┤¾Īó╬▓Č╦ÖEłAČ╚┤¾Ż¼Č°ųąķg▓┐Ęų│▀┤ń╩Ūę╗ų┬Ą─ĪŻįņ│╔Ņ^▓┐ų▒ÅĮ┤¾Ą─įŁę“╩ŪŻ║Ū░Č╦Įī┘į┌ųØu│õØMūāą╬ģ^(q©▒)Ż¼Įī┘═¼▄ł▌üĮėė|├µ╔ŽĄ─ęĘ╚ļ─”▓┴┴”╩ŪųØuį÷╝ėĄ─Ż¼ĄĮ═Ļ╚½│õØMūāą╬ģ^(q©▒)▓┼▀_(d©ó)ĄĮūŅ┤¾ųĄŻ¼╠žäe╩Ū╣▄┼„Ū░Č╦┼cĒöŅ^ŽÓė÷ĢrŻ¼ė╔ė┌╩▄ĄĮĒöŅ^Ą─▌SŽ“ūĶ┴”Ż¼Įī┘Ž“▌SŽ“čė╔ņ╩▄ĄĮūĶ┴”Ż¼╩╣Ą├▌SŽ“čė╔ņūāą╬£p╔┘Ż¼ÖMŽ“ūāą╬į÷╝ėŻ¼╝ė╔Žø]ėą═ŌČ╦Ž▐ųŲŻ¼Å─Č°ī¦(d©Żo)ų┬Ū░Č╦ų▒ÅĮ┤¾ĪŻ
ļm╚╗╚²éĆ▀^│╠ėą╦∙ģ^(q©▒)äeŻ¼Ą½╦¹éā╩Ūį┌═¼ę╗ūāą╬ģ^(q©▒)ųą═Ļ│╔Ą─Ż¼ęÄ(gu©®)┬╔╩ŪŽÓ═¼Ą─ĪŻ 40. ┤®┐ūūāą╬▀^│╠Ą─╦─éĆģ^(q©▒)Č╬╩Ū╩▓├┤? ┤®┐ūūāą╬ģ^(q©▒)┤¾ų┬┐╔Ęų×ķ╦─éĆģ^(q©▒)Č╬Ż¼╚ńŽ┬łD╦∙╩Š ĪŻ
┤®┐ūūāą╬ģ^(q©▒)ųą╦─éĆģ^(q©▒)Č╬ ó±ģ^(q©▒)ĘQų«×ķ┤®┐ū£╩(zh©│n)éõģ^(q©▒)Ż¼Ż©▄łųŲīŹą─łA╣▄┼„ģ^(q©▒)Ż®ĪŻó±ģ^(q©▒)Ą─ų„ę¬ū„ė├╩Ū×ķ┤®┐ūū„£╩(zh©│n)éõ║═Ēś└¹īŹ¼F(xi©żn)Č■┤╬ę¦╚ļĪŻ▀@éĆģ^(q©▒)Č╬Ą─ūāą╬╠ž³c╩ŪŻ║ė╔ė┌▄ł▌ü╚ļ┐┌ÕF▒Ē├µėąÕFČ╚Ż¼čž┤®┐ūĘĮŽ“Ū░▀M(j©¼n)Ą─╣▄┼„ųØuį┌ų▒ÅĮ╔Ž╩▄ĄĮē║┐sŻ¼▒╗ē║┐sĄ─▓┐ĘųĮī┘ę╗▓┐ĘųŽ“ÖMŽ“┴„äėŻ¼Ųõ┼„┴Ž▓©├µėąłAą╬ūā│╔ÖEłAą╬Ż¼ę╗▓┐ĘųĮī┘▌SŽ“čė╔ņŻ¼ų„ę¬╩╣▒ĒīėĮī┘░l(f©Ī)╔·ą╬ūāŻ¼ę“┤╦į┌┼„┴ŽŪ░Č╦ą╬│╔ę╗éĆĪ░└«░╚┐┌Ī▒ĀŅĄ─░╝Ž▌ĪŻ┤╦░╝Ž▌║═Č©ą─┐ū▒ŻūC┴╦ĒöŅ^▒Ū▓┐ī”£╩(zh©│n)┼„┴ŽĄ─ųąą─Ż¼Å─Č°┐╔£pąĪ├½╣▄Ū░Č╦Ą─▒┌║±▓╗Š∙ĪŻ
įōČ╬Ą─ūāą╬ģóöĄ(sh©┤)ę╗░Ńė├
d/D▒Ē╩ŠĪŻ ó“ģ^(q©▒)ĘQ×ķ┤®┐ūģ^(q©▒)Ż¼įōģ^(q©▒)Ą─ū„ė├╩Ū┤®┐ūŻ¼╝┤ė╔īŹą─┼„ūā│╔┐šą─Ą─├½╣▄Ż¼įōģ^(q©▒)Ą─ķLČ╚×ķÅ─Įī┘┼cĒöŅ^ŽÓė÷ķ_╩╝ĄĮĒöŅ^łAÕFĦ×ķų╣ĪŻ▀@éĆģ^(q©▒)Č╬ūāą╬╠ž³cų„ę¬╩Ū▒┌║±ē║Ž┬,ė╔ė┌▄ł▌ü▒Ē├µ┼cĒöŅ^▒Ē├µų«ķgŠÓļx╩ŪųØu£pąĪĄ─,ę“┤╦├½╣▄▒┌║±╩Ūę╗▀ģą²▐D(zhu©Żn),ę╗▀ģē║Ž┬Ż¼ę“┤╦╩Ū▀B▄ł▀^│╠,▀@éĆģ^(q©▒)Č╬Ą─ūāą╬ģóöĄ(sh©┤)ęįó±▒┌║±ŽÓī”ē║Ž┬┴┐üĒ▒Ē╩Š,▒┌║±╔Ž▒╗ē║Ž┬Ą─Įī┘,═¼śė┐╔Ž“ÖMŽ“┴„äė(öUÅĮ)║═┐vŽ“┴„äė(čė╔ņ)Ą½ÖMŽ“ūāą╬╩▄ĄĮī¦(d©Żo)▒PĄ─ūĶų╣ū„ė├,┐vŽ“čė╔ņūāą╬╩Ūų„ꬥ─ĪŻī¦(d©Żo)▒PĄ─ū„ė├▓╗āH┐╔ęįŽ▐ųŲÖMŽ“ūāą╬Č°Ūę▀Ć┐╔ęį└ŁäėĮī┘Ž“▌SŽ“čė╔ņ,ė╔ė┌ÖMŽ“ūāą╬Ą─ĮY(ji©”)╣¹,ÖMĮž├µ│╩ÖEłAą╬ĪŻ ó¾ģ^(q©▒)ĘQ×ķ─ļ▄łģ^(q©▒),įōģ^(q©▒)Ą─ū„ė├╩Ū─ļ▄łŠ∙š¹ĪóĖ─╔Ų╣▄▒┌│▀┤ńŠ½Č╚║═ā╚(n©©i)═Ō▒Ē├µ┘|(zh©¼)┴┐Ż¼ė╔ė┌ĒöŅ^─ĖŠĆ┼c▄ł▌ü─ĖŠĆĮ³╦ŲŲĮąąŻ¼╦∙ęįē║Ž┬┴┐╩Ū║▄ąĪĄ─Ż¼ų„ę¬ŲŠ∙š¹ū„ė├ĪŻ▄ł╝■ÖMĮž├µį┌┤╦ģ^(q©▒)Č╬ę▓╩ŪÖEłAą╬Ż¼▓óųØu£pąĪĪŻ
ó¶ģ^(q©▒)ĘQ×ķÜwłAģ^(q©▒)ĪŻįōģ^(q©▒)Ą─ū„ė├╩Ū░čÖEłAą╬Ą─├½╣▄Ż¼┐┐ą²▐D(zhu©Żn)Ą─▄ł▌üųØu£pąĪų▒ÅĮ╔ŽĄ─ē║Ž┬┴┐ĄĮ┴ŃŻ¼Č°░č├½╣▄▐D(zhu©Żn)łAŻ¼įōģ^(q©▒)ķLČ╚║▄Č╠Ż¼į┌▀@éĆģ^(q©▒)ūāą╬īŹļH╔Ž╩Ū¤oĒöŅ^┐šą─├½╣▄╦▄ąįÅØŪ·ūāą╬Ż¼ūāą╬┴”ę▓║▄ąĪĪŻ
ūāą╬▀^│╠ųą╦─éĆģ^(q©▒)Č╬╩ŪŽÓ╗ź┬ō(li©ón)ŽĄĄ─Ż¼Č°Ūę╩Ū═¼Ģr▀M(j©¼n)ąąĄ─Ż¼Įī┘ÖMĮž├µūāą╬▀^│╠╩Ūė╔łAūāÖEłAį┘ÜwłAĄ─▀^│╠ĪŻ
41. ┤®┐ūÖCĄ─ūāą╬ģóöĄ(sh©┤)ėą──ą®Ż┐ ¼F(xi©żn)┤·Ą─┤®┐ūÖCį┌š¹éĆÖCĮMųą│ąō·(d©Īn)Ą─ūāą╬┴┐ė·üĒė·┤¾ĪŻ▒Ē╩Š┤®┐ūūāą╬Ą─ģóöĄ(sh©┤)ėąŻ║ų▒ÅĮöUÅĮ┬╩Īóčė╔ņŽĄöĄ(sh©┤)Īó▄łųŲĦ╠ÄĄ─ē║Ž┬┴┐ĪóĒöŅ^Ū░ē║Ž┬┴┐ĪŻ
1)
ų▒ÅĮöUÅĮ┬╩ ę╗░Ńį┌3Ī½40ŻźĄ─ĘČć·ā╚(n©©i)Ż¼ÕFą╬▌ü┤®┐ūÖCĄ─öUÅĮ┬╩├„’@Ė▀ė┌═░ą╬▌ü┤®┐ūÖCĪŻöUÅĮ┬╩┤¾Ż¼╚▌ęū«a(ch©Żn)╔·ā╚(n©©i)═Ō▒Ē├µ╚▒Ž▌╗“É║╗»▒┌║±▓╗Š∙Ż¼ę“┤╦ūŅ║├▓╔ė├Ą╚ÅĮ╗“ąĪöUÅĮ┤®┐ūĪŻ
2)
čė╔ņŽĄöĄ(sh©┤) čė╔ņŽĄöĄ(sh©┤)┤¾ęŌ╬Čų°├½╣▄▒┌║±▒ĪĪŻ╣▄┼„ų▒ÅĮė·┤¾Ż¼į┌═¼ę╗▒┌║±Ž┬Ż¼čė╔ņŽĄöĄ(sh©┤)ė·┤¾ĪŻļSų°ÕFą╬▌ü┤®┐ūÖCĄ─Ą─ÅVĘ║╩╣ė├Ż¼ęį180ÖCĮM×ķ└²Ż¼┤®┐ū├½╣▄Ą─ūŅąĪ▒┌║±┐╔ęį▀_(d©ó)ĄĮ8mmĪŻ 3)
▄łųŲĦ╠ÄĄ─ē║Ž┬┴┐ ╦³▒Ē╩Š╣▄┼„ų▒ÅĮį┌▄łųŲĦ╠ÄĄ─ūā╗»┴┐Ż¼╚ĪųĄĘČć·į┌9Ī½12ŻźŻ¼┤®┐ū▒Ī▒┌╣▄╚Ī┤¾ųĄŻ¼║±▒┌╣▄╚ĪąĪųĄĪŻ 4)
ĒöŅ^Ū░ē║Ž┬┴┐ ╦³▒Ē╩Š╣▄┼„ų▒ÅĮÅ─ę╗┤╬ę¦╚ļ³cĄĮČ■┤╬ę¦╚ļ³cĄ─ūā╗»┴┐Ż¼╦³Ą─┤¾ąĪøQČ©╣▄┼„Ą─Č■┤╬ę¦╚ļą¦╣¹Ż¼▀^┤¾ėų╚▌ęūą╬│╔õō╣▄ā╚(n©©i)š█╚▒Ž▌ĪŻ
42. ┤®┐ūš{(di©żo)š¹ģóöĄ(sh©┤)ėą──ą®Ż┐ ┤®┐ūÖCų„ꬥ─š{(di©żo)š¹ģóöĄ(sh©┤)ėą▄ł▌üŠÓļxĪóĒöŅ^Ū░╔ņ┴┐Īóī¦(d©Żo)░ÕŻ©ī¦(d©Żo)▒PŻ®ŠÓļxĪó╬╣╚ļĮŪĄ─┤¾ąĪ║═▄ł▌ü▐D(zhu©Żn)╦┘Ż©ī¦(d©Żo)▒P╦┘Č╚Ż®ĪŻ 43. š{(di©żo)š¹Ą─╗∙▒ŠįŁät║═ĘĮĘ©╩Ū╩▓├┤? š{(di©żo)š¹Ą─╗∙▒ŠįŁät╩Ū├½╣▄Äū║╬│▀┤ńØMūŃ▄ł╣▄ÖCĮMĄ─ę¬Ū¾Ż¼▒┌║±Š∙ä“Ūęā╚(n©©i)═Ō▒Ē├µ┴╝║├ĪŻ š{(di©żo)š¹Ą─ĘĮĘ©┐╔ęįģó┐╝Ž┬▒ĒŻ©▒Ēųąø]ėą╔µ╝░ĄĮ╬╣╚ļĮŪĄ─š{(di©żo)š¹Ż®Ż║
44. ╚ń║╬┤_Č©▄ł▌üŠÓļx? ▄ł▌üŠÓļxųĖĄ─╩Ūā╔éĆ▄ł▌üĄ─▄łųŲĦų«ķgĄ─ŠÓļxŻ¼╦³╩Ūųžę¬Ą─š{(di©żo)š¹ģóöĄ(sh©┤)ų«ę╗ĪŻ┤_Č©▄ł▌üŠÓļxŻ©EŻ®Ą─Ū░╠ߌl╝■╩Ūæ¬(y©®ng)├„┤_Ż║ Ī¬Ī¬╣▄┼„▓─┘|(zh©¼) Ī¬Ī¬╣▄┼„ų▒ÅĮ Ī¬Ī¬├½╣▄▒┌║± Ž┬┴ąöĄ(sh©┤)ō■(j©┤)×ķś╦(bi©Īo)£╩(zh©│n)öĄ(sh©┤)ō■(j©┤)Ż║ ╠╝õōŻ║ EŻĮŻ©0.84Ī½0.90Ż®*DB ═©│Ż×ķŻ©0.86Ī½0.89Ż®*DB Ą═║ŽĮõōŻ║ EŻĮŻ©0.85Ī½0.90Ż®*DB ═©│Ż×ķŻ©0.87Ī½0.90Ż®*DB Ė▀║ŽĮõōŻ║ EŻĮŻ©0.88Ī½0.91Ż®*DB ═©│Ż×ķŻ©0.88Ī½0.90Ż®*DB ę╗░ŃŪķørŽ┬Ż¼║±▒┌╣▄╔ŽŽ▐ųĄ×ķ0.93*DBŻ¼▒Ī▒┌╣▄╚ĪŽ┬Ž▐ĪŻ DBŻ║╣▄┼„ų▒ÅĮĪŻ 45. ╚ń║╬┤_Č©ī¦(d©Żo)▒PŠÓļxŻ┐ ī¦(d©Żo)▒PŠÓļx┼c▄ł▌üŠÓļxĄ─▒╚ųĄøQČ©ų°▄ł╝■į┌ūāą╬ģ^(q©▒)ųąĄ─ÖEłAČ╚Ż¼Č°ÖEłAČ╚ėųė░Ēæ├½╣▄┘|(zh©¼)┴┐Īóę¦╚ļŚl╝■Īó▌SŽ“╗¼ęŲĪó┤®┐ū╦┘Č╚ĪóöUÅĮ┴┐Īó▄ł┐©╝░├½╣▄│▀┤ń┐žųŲĄ╚ĪŻ╠žäe╩Ūī”├½╣▄┘|(zh©¼)┴┐Ż©┤®┐ū║ŽĮõō╣▄Ż®ė░ĒæĖ³×ķ├„’@Ż¼ÖEłAČ╚įĮ┤¾Ż¼├½╣▄ā╚(n©©i)▒Ē├µ│÷¼F(xi©żn)┴č╝yĄ─┐╔─▄ąįįĮ┤¾Ż¼▀^įńą╬│╔┐šŪ╗Ą─┐╔─▄ąįįĮ┤¾ĪŻ
╔·«a(ch©Żn)ųąŻ¼ī¦(d©Żo)▒PŠÓļx┐é╩Ū┤¾ė┌▄ł▌üŠÓļxŻ¼Č■š▀▒╚ųĄ╝┤ÖEłAČ╚ŽĄöĄ(sh©┤)Ż¼ę╗░Ńį┌1.07Ī½1.15ų«ķgŻ¼┤®┐ū║±▒┌╣▄║═║ŽĮ╣▄Ģr╚ĪąĪųĄĪŻ ┤_Č©ī¦(d©Żo)▒PŠÓļx┐╔░┤ÖEłAČ╚ŽĄöĄ(sh©┤)═Ųī¦(d©Żo)Ż║ AŻĮŻ©1.07Ī½1.15Ż®*E ūóŻ║AĪ¬ī¦(d©Żo)▒PŠÓļxŻ╗EĪ¬▄ł▌üŠÓļx 46. ╚ń║╬┤_Č©ĒöŅ^Ū░╔ņ┴┐Ż┐ ĒöŅ^Ū░╔ņ┴┐Ą─£y┴┐ĘĮĘ©╩ŪŻ¼īóĒöŅ^Ż»ĒöŚU╔Ņ╚ļĄĮ▄ł▌üų«ķgŻ¼£y┴┐ĒöŅ^Ņ^▓┐ĄĮ▄ł▌ü▄łųŲĦų«ķgĄ─ŠÓļxĪŻ ┤_Č©ĒöŅ^Ū░╔ņ┴┐Ą─▓Į¾E╚ńŽ┬Ż║ Ld1=Le-X
X=”ą*DB*tan(”┬)*FE ūóŻ║Ld1Ī¬ĒöŅ^Ū░╔ņ┴┐ LeĪ¬▄ł▌ü╚ļ┐┌ÕFķL ”┬Ī¬╬╣╚ļĮŪ FEĪ¬ŽĄöĄ(sh©┤)Ż¼╚ĪųĄĘČć·į┌1Ī½1.5ų«ķg ĒöŅ^Ū░╔ņ┴┐║═▄ł▌üŠÓļxėąų°├▄ŪąĄ─┬ō(li©ón)ŽĄŻ¼ĒöŅ^Ū░╔ņ┴┐į÷╝ėŻ¼ĒöŅ^Ū░ē║Ž┬┴┐£pąĪŻ¼ŽÓĘ┤ĒöŅ^Ū░╔ņ┴┐£pąĪŻ¼ĒöŅ^Ū░ē║Ž┬┴┐į÷╝ėĪŻ
ĒöŅ^Ū░╔ņ┴┐š{(di©żo)š¹į┌╔·«a(ch©Żn)ųąėąų°ųžę¬ęŌ┴xĪŻę“×ķĒöŅ^Ū░╔ņ┴┐Ą─┤¾ąĪ║═├½╣▄┘|(zh©¼)┴┐Īóę¦╚ļŚl╝■Īó▌SŽ“╗¼ęŲĪó┤®┐ū╦┘Č╚Īó▄ł┐©ęį╝░├½╣▄│▀┤ń┐žųŲĄ╚Č╝ėąĻP(gu©Īn)ĪŻ
47. ╩▓├┤╩ŪöUš╣ųĄŻ┐╚ń║╬┤_Č©ĒöŅ^┼c├½╣▄Ą─ķgŽČ┴┐Ż┐ ├½╣▄ā╚(n©©i)ÅĮ┼cĒöŅ^ų«▓ŅĮąū÷öUš╣ųĄŻ¼ėŗ╦ŃöUš╣ųĄ╩Ū▀xō±ĒöŅ^ų▒ÅĮĄ─ųžę¬ę└ō■(j©┤)Ż¼▓╗═¼▒┌║±├½╣▄Ą─öUš╣ųĄ╩Ū▓╗═¼Ą─Ż¼▓╗═¼ą╬╩ĮĄ─┤®┐ūÖCöUš╣ųĄūā╗»Ą─ęÄ(gu©®)┬╔ę▓▓╗ę╗śėĪŻė░ĒæöUš╣ųĄĄ─ę“╦ž▀ĆėąŻ║ūāą╬ģ^(q©▒)ÖEłAČ╚Īó┤®┐ū£žČ╚ĪóõōĘNĄ╚ĪŻ
öUš╣ųĄė├CH▒Ē╩ŠŻ¼┤¾ąĪ×ķŻ║ CHŻĮDH-2*SH-Dd ╩╣ė├ÕFą╬▌ü┤®┐ūÖCĄ─öUš╣ųĄCHųĄ┼c═░ą╬▌ü┤®┐ūÖCĄ─öUš╣ųĄCHĻP(gu©Īn)ŽĄ╩ŪŻ║ CHctp=1.5*CH CHĄ─Įø(j©®ng)“×ųĄėŗ╦ŃĘĮĘ©╩ŪŻ║
CHŻĮŻ©0.09+0.076*DBŻ®-Ż©0.007+0.0013*DBŻ®*SH ūóŻ║DBĪ¬├½╣▄═ŌÅĮ SHĪ¬├½╣▄▒┌║±
DdĪ¬ĒöŅ^ų▒ÅĮ
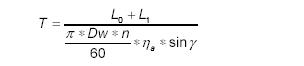
48. ╚ń║╬ėŗ╦Ń┤®┐ūĄ─▄łųŲĢrķg? ┤®┐ū▄łųŲĢrķgĄ─ČÓ╔┘═∙═∙▒Ē╩Šę╗éĆÖCĮMĄ──▄┴”┤¾ąĪŻ¼ą▒▄ł┤®┐ūÖCĄ─╣żū„Ģrķgė╔Ž┬├µ╣½╩Įėŗ╦ŃŻ║
╩Įųą DwĪ¬▄ł▌üĄ─╣żū„ų▒ÅĮŻ╗ L1ŻŁūāą╬ģ^(q©▒)ķLŻ╗ L0ŻŁ├½╣▄ķLŻ╗ nĪ¬▄ł▌ü▐D(zhu©Żn)╦┘Ż╗
”Ū0ŻŁ▌SŽ“╗¼ęŲŽĄöĄ(sh©┤)Ż╗ ”┬ŻŁ╬╣╚ļĮŪŻ©▄ł▌üāAĮŪŻ® 49. ╚ń║╬▀xō±▄ł▌üĄ─╬╣╚ļĮŪŻ┐ ╬╣╚ļĮŪ╝░▄ł▌ü▌SŠĆ┼c▄łųŲŠĆį┌╦«ŲĮ├µā╚(n©©i)Ą─ŖAĮŪĪŻ▀xō±Ą─ĘČć·į┌8Ī½150ų«ķgŻ¼│Żė├Ą─ĮŪČ╚×ķ10Ī½120ĪŻĪŻ╬╣╚ļĮŪĄ─▀xō±ė░ĒæęįŽ┬ÄūĘĮ├µŻ║ 1)
╬╣╚ļĮŪįĮ┤¾Ż¼├½╣▄Ą─│÷┐┌╦┘Č╚įĮ┤¾Ż¼▄łųŲĢrķgŽÓæ¬(y©®ng)£p╔┘Ż¼┐╔ęį╠ßĖ▀ÖCĮMĄ─╣Ø(ji©”)ūÓŻ¼▀Ć┐╔ęįĮĄĄ═╣żŠ▀Ž¹║─Ż╗ 2)
╬╣╚ļĮŪįĮąĪŻ¼╣▄┼„ę¦╚ļŚl╝■įĮ║├Ż¼įŁę“╩Ū╣▄┼„┼c▄ł▌üĄ─Įėė|├µĘeį÷┤¾Ż¼─”▓┴┴”į÷┤¾Ą─Šē╣╩ĪŻ 3)
╬╣╚ļĮŪĄ─┤¾ąĪøQČ©▄łųŲ┴”Ą─┤¾ąĪŻ¼ĮŪČ╚įĮ┤¾Ż¼▄łÖCžō(f©┤)▌dįĮ┤¾ĪŻ╚¶į┌ę╗éĆ▄ł▌ü╔Ž╩╣ė├▓╗═¼ų▒ÅĮĄ─╣▄┼„Ż©▓╗═¼┐ūą═Ż®Ż¼ĮŪČ╚ļS╣▄┼„ų▒ÅĮį÷╝ėČ°£pąĪĪŻ 50. ▓╔ė├ĒöŅ^ŅA(y©┤)ą²▐D(zhu©Żn)Ą─ū„ė├╩Ū╩▓├┤Ż┐ ėąę╗ą®┤®┐ūÖCĮM▓╔ė├ĒöŅ^ŅA(y©┤)ą²▐D(zhu©Żn)čbų├Ż¼į┌╣▄┼„ę¦╚ļŪ░Ż¼ĒöŚUŻ»ĒöŅ^ęįŅA(y©┤)Č©╦┘Č╚ą²▐D(zhu©Żn)ĪŻą²▐D(zhu©Żn)╦┘Č╚╝sĄ╚ė┌╣▄┼„▐D(zhu©Żn)╦┘Ą─70Żźū¾ėęĪŻ▀xō±ŅA(y©┤)ą²▐D(zhu©Żn)Ą─įŁę“ėąŻ║ ▓╔ė├ų„äė“ī(q©▒)äėĄ─ĒöŅ^┤®┐ūĢrŻ¼ĒöŅ^łAų▄╦┘Č╚┐╔ęįį┌š¹éĆĒöŅ^ū„ė├Ą─ūāą╬ģ^(q©▒)ā╚(n©©i)Č╝┤¾ė┌Įī┘┴„äė╦┘Č╚Ż¼▀@ĘN▀\äėīW(xu©”)ĻP(gu©Īn)ŽĄīóī¦(d©Żo)ų┬Ū░▀M(j©¼n)ą¦┬╩ėą╦∙╠ßĖ▀Ż¼ų„ę¬╩Ūī”«a(ch©Żn)ŲĘ┘|(zh©¼)┴┐ėą║├Ą─ė░ĒæĪŻ ▓╔ė├ų„äė“ī(q©▒)äėĄ─ĒöŅ^Ż¼Ą╚ė┌į÷╝ė┴╦ę╗éĆ╩╣╣▄┼„ą²▐D(zhu©Żn)Ą─ĖĮ╝ė┴”ŠžŻ¼Å─Č°ėą┴”ė┌ą²▐D(zhu©Żn)Śl╝■Ą─Į©┴óŻ¼Å─╔·«a(ch©Żn)īŹ█`ųą┐╔ęįūC├„Ż¼ų„äėą²▐D(zhu©Żn)Ą─ĒöŅ^╠ßĖ▀┴╦┤®┐ū╦┘Č╚Ż¼▀@╩Ūė╔ė┌į÷╝ė┴╦╣▄┼„ą²▐D(zhu©Żn)┴”ŠžŻ¼Č°╩╣▌SŽ“╗¼ęŲ£p╔┘ĪŻ 51. ╩▓├┤╩Ū┐ūŪ╗Ż┐ė░Ēæ┐šŪ╗ą╬│╔Ą─ę“╦žėą──ą®Ż┐ ą▒▄łīŹą─╣▄┼„ĢrŻ¼į┌ĒöŅ^Įėė|╣▄┼„Ū░│Żęū│÷¼F(xi©żn)Įī┘ųąą─ŲŲ┴č¼F(xi©żn)Ž¾Ż¼«ö(d©Īng)┤¾┴┐┴č┐┌░l(f©Ī)š╣│╔ŽÓ╗ź▀BĮėŻ¼öU┤¾│╔Ų¼ęį║¾Ż¼Įī┘▀B└m(x©┤)ąįŲŲē─Ż¼ą╬│╔ųąą─┐šČ┤╝┤┐ūŪ╗ĪŻį┌ĒöŅ^Ū░▀^įńą╬│╔┐ūŪ╗Ż¼Ģ■įņ│╔┤¾┴┐Ą─ā╚(n©©i)š█╚▒Ž▌Ż¼É║╗»õō╣▄ā╚(n©©i)▒Ē├µ┘|(zh©¼)┴┐Ż¼╔§ų┴ą╬│╔ÅUŲĘŻ¼ę“┤╦į┌┤®┐ū╣ż╦ćųą┴”Ū¾▒▄├Ō▀^įńą╬│╔┐ūŪ╗ĪŻ
ė░Ēæ┐ūŪ╗ą╬│╔Ą─ų„ę¬ę“╦žėąŻ║ 1)
ūāą╬Ą─▓╗Š∙ä“ąįŻ©ĒöŅ^Ū░ē║┐s┴┐Ż® ▓╗Š∙ä“ūāą╬│╠Č╚ų„ę¬øQČ©ė┌┼„┴Ž├┐░ļ▐D(zhu©Żn)Ą─ē║┐s┴┐Ż©ĘQ×ķå╬╬╗ē║┐s┴┐Ż®Ż¼╔·«a(ch©Żn)ųąųĖĒöŅ^Ū░ē║┐s┴┐ĪŻĒöŅ^Ū░ē║┐s┴┐ė·┤¾ätūāą╬▓╗Š∙ä“│╠Č╚ę▓ė·┤¾Ż¼ī¦(d©Żo)ų┬╣▄┼„ųąą─ģ^(q©▒)Ą─Ūąæ¬(y©®ng)┴”║═└Łæ¬(y©®ng)┴”į÷╝ėŻ¼Å─Č°╚▌ęū┤┘▀M(j©¼n)┐ūŪ╗Ą─ą╬│╔ĪŻę╗░Ńė├┼RĮńē║┐s┴┐üĒ▒Ē╩ŠūŅ┤¾ē║┐s┴┐ųĄĄ─Ž▐ųŲŻ¼ē║┐s┴┐ąĪė┌┼RĮńē║┐s┴┐ät▓╗╚▌ęū╗“▓╗ą╬│╔┐ūŪ╗ĪŻ 2)
ÖEłAČ╚Ą─ė░Ēæ ┤®┐ū▀^│╠ųąį┌╣▄┼„ÖMöÓ├µ╔Ž┤µį┌ų°║▄┤¾Ą─▓╗Š∙ä“ūāą╬Ż¼ÖEłAČ╚ė·┤¾Ż¼ät▓╗Š∙ä“ūāą╬ę▓ė·┤¾ĪŻ░┤šš¾wĘe▓╗ūāČ©┬╔┐╔ų¬Ż¼ÖMŽ“ūāą╬ė·┤¾ät┐vŽ“ūāą╬ė·ąĪŻ¼īóī¦(d©Żo)ų┬╣▄┼„ųąą─Ą─ÖMŽ“└Łæ¬(y©®ng)┴”ĪóŪąæ¬(y©®ng)┴”ęį╝░Ę┤Å═(f©┤)æ¬(y©®ng)┴”į÷╝ėŻ¼╝ėäĪ┴╦┐ūŪ╗Ą─ą╬│╔┌ģä▌ 3) å╬╬╗ē║┐s┤╬öĄ(sh©┤)Ą─ė░Ēæ į┌╔·«a(ch©Żn)ųąų„ę¬ųĖ╣▄┼„Å─ę╗┤╬ę¦╚ļĄĮČ■┤╬ę¦╚ļ▀^│╠ųą╣▄┼„Ą─ą²▐D(zhu©Żn)┤╬öĄ(sh©┤)Ż¼┤╬öĄ(sh©┤)Ą─į÷ČÓŠ═╚▌ęūą╬│╔┐ūŪ╗ĪŻ 4) õōĄ─ūį╚╗╦▄ąį õōĄ─ūį╚╗╦▄ąįė╔õōĄ─╗»īW(xu©”)│╔ĘųĪóĮī┘ę▒¤Æ┘|(zh©¼)┴┐ęį╝░Įī┘ĮM┐ŚĀŅæB(t©żi)╦∙øQČ©Ż¼Č°ĮM┐ŚĀŅæB(t©żi)ėųė╔╣▄┼„╝ė¤ß£žČ╚║═Ģrķg╦∙ė░ĒæĪŻę╗░ŃüĒšf╦▄ąįĄ═Ą─Įī┘Ż¼┤®┐ūąį─▄▓ŅŻ¼╚▌ęū«a(ch©Żn)╔·┐ūŪ╗ĪŻ 52. ╩▓├┤╩Ū┤®┐ūąį─▄Ż┐ė├╩▓├┤ĘĮĘ©£yČ©ę╗ĘN▓─┴ŽĄ─┤®┐ūąį─▄Ż┐ ┤®┐ūąį─▄Ī¬▒Ē╩Š┤®┐ūĢr╣▄┼„ųąą─«a(ch©Żn)╔·ŲŲē─Ą─āAŽ“Ż¼┤®┐ūąį─▄║├Ą─õōĘN▒Ē╩Šį┌┤®┐ū▀^│╠ųą▓╗ęū░l(f©Ī)╔·ųąą─ŲŲ┴čĪŻ┤®┐ūąį─▄║═õōĄ─╦▄ąįėąĻP(gu©Īn)Ż¼ę╗░ŃŪķørŽ┬Ż¼╦▄ąįė·║├ät┤®┐ūąį─▄ę▓ė·║├ĪŻ
┤_Č©┤®┐ūąį─▄Ą─ĘĮĘ©ėą¤ß┼ż▐D(zhu©Żn)Ę©║═īŹļH┤®┐ūĘ©ĪŻ ¤ß┼ż▐D(zhu©Żn)Ę©╩Ū┤_Č©▓╗═¼£žČ╚Ž┬Ż¼Įī┘śėŲĘ┼ż▐D(zhu©Żn)öÓ┴čŪ░Ą─┼ż▐D(zhu©Żn)öĄ(sh©┤)Ż©▒Ē╩ŠĮī┘╦▄ąįĪ¬┤®┐ūąįŻ®╝░ūŅ┤¾┼ż┴”╗“┼żŠžŻ©▒Ē╩ŠĮī┘Ą─ūāą╬┐╣┴”Ż®ĪŻ
īŹļH┤®┐ūĘ©Ė³Ę┤ė│ą▒▄ł┤®┐ūĄ─īŹļHŪķørŻ¼Å─Č°▀@ĘNĘĮĘ©ėąūŃē“Ą─┐╔┐┐ąįŻ¼ė├▀@ĘNĘĮĘ©▓╗Ą½┐╔ęį┤_Č©║Ž└ĒĄ─┤®┐ū£žČ╚Ż¼Č°Ūę┐╔ęį┤_Č©┼RĮńē║Ž┬┬╩ĪŻę╗░Ńį┌ąĪą═įć“×ÖC╔Ž▀M(j©¼n)ąąĪŻ
53. ├½╣▄×ķ╩▓├┤─▄ē“ę╗▀ģą²▐D(zhu©Żn)ę╗▀ģŪ░▀M(j©¼n)Ż┐ ┤®┐ūÖC▄ł▌ü╩Ū═¼ę╗ĘĮŽ“ą²▐D(zhu©Żn)Ż¼▓óŪę▄ł▌ü▌Sī”▄łŠĆŽÓāAą▒Ż¼Į╗▓µę╗éĆĮŪČ╚”┬Ż¼ĘQ╬╣╚ļĮŪĪŻ«ö(d©Īng)╣▄┼„▒╗═Ų╚ļ▄ł▌üųąŻ¼┐┐Įī┘║═▄ł▌üų«ķg─”▓┴┴”ū„ė├Ż¼▄ł▌üĦäė╣▄┼„Ī¬├½╣▄Ę┤Ž“ą²▐D(zhu©Żn)Ż¼ė╔ė┌▄ł▌ü▌SŠĆī”▄łųŲŠĆĄ─āAą▒Ż¼╣▄┼„Ī¬├½╣▄į┌ą²▐D(zhu©Żn)Ą─═¼ĢrŽ“▌SŽ“ęŲäėĪŻę“┤╦╣▄┼„Ī¬├½╣▄▒Ē├µ╔ŽĄ─├┐ę╗³cČ╝╩Ū┬▌ą²▀\äėŻ¼╝┤ę╗├µą²▐D(zhu©Żn)Ż¼ę╗├µŪ░▀M(j©¼n)ĪŻ
54. ╣▄┼„Ą─ę¦╚ļŚl╝■╩Ū╩▓├┤Ż┐ ą▒▄ł┤®┐ū▀^│╠┤µį┌ų°ā╔┤╬ę¦╚ļŻ¼Ą┌ę╗┤╬ę¦╚ļ╩Ū╣▄┼„║═▄ł▌üķ_╩╝Įėė|╦▓ķgŻ¼ė╔▄ł▌üĦäė╣▄┼„▀\äėČ°░č╣▄┼„ęĘ╚ļūāą╬ģ^(q©▒)ųąŻ¼ĘQ×ķę╗┤╬ę¦╚ļĪŻ«ö(d©Īng)Įī┘▀M(j©¼n)╚ļūāą╬ģ^(q©▒)ĄĮ║═ĒöŅ^ŽÓė÷Ż¼┐╦Ę■ĒöŅ^Ą─▌SŽ“ūĶ┴”└^└m(x©┤)▀M(j©¼n)╚ļūāą╬ģ^(q©▒)×ķČ■┤╬ę¦╚ļĪŻ
ę╗░ŃØMūŃ┴╦ę╗┤╬ę¦╚ļĄ─Śl╝■▓ó▓╗ęŖĄ├Š═─▄ØMūŃČ■┤╬ę¦╚ļŚl╝■ĪŻį┌╔·«a(ch©Żn)ųą╬ęéā│Ż│Ż┐┤ĄĮŻ¼Č■┤╬ę¦╚ļĢrė╔ė┌▌SŽ“ūĶ┴”ū„ė├Ż¼Ū░▀M(j©¼n)▀\äė═Żų╣Č°ą²▐D(zhu©Żn)└^└m(x©┤)ų°╝┤┤“╗¼ĪŻ
1) ę╗┤╬ę¦╚ļŚl╝■
ę╗┤╬ę¦╚ļ╝╚ę¬ØMūŃ╣▄┼„ą²▐D(zhu©Żn)Śl╝■ėųę¬ØMūŃ▌SŽ“Ū░▀M(j©¼n)Śl╝■ĪŻ ╣▄┼„ą²▐D(zhu©Żn)Śl╝■Ž┬╩Į┤_Č©Ż║ MtĪ▌Mp+Mq+Mi ╩ĮųąMt-╩╣╣▄┼„ą²▐D(zhu©Żn)Ą─┐é┴”Šž; MpĪ¬ė╔ė┌ē║┴”«a(ch©Żn)╔·Ą─ūĶų╣┼„┴Žą²▐D(zhu©Żn)┴”Šž MqĪ¬ė╔ė┌═Ų┴ŽÖC═Ų┴”Č°į┌╣▄┼„║¾Č╦«a(ch©Żn)╔·Ą──”▓┴┴”Šž
MiĪ¬╣▄┼„ą²▐D(zhu©Żn)Ą─æTąįŠž ╚ń╣¹║÷┬įMqĪó MiŻ©ųĄ║▄ąĪŻ®ätę╗░ŃĄ─▒Ē▀_(d©ó)╩Į×ķŻ║
n(Mt + Mp)Ī▌0 (nĪ¬▄ł▌üöĄ(sh©┤))
(6) Ū░▀M(j©¼n)ę¦╚ļŚl╝■╩ŪųĖ╣▄┼„▌SŽ“┴”ŲĮ║ŌŚl╝■Ż¼ę▓Š═╩ŪŻ¼ęĘ╚ļ╣▄┼„Ą─▌SŽ“┴”æ¬(y©®ng)┤¾ė┌╗“Ą╚ė┌▌SŽ“ūĶ┴”Ż¼Ųõ▒Ē▀_(d©ó)╩Į×ķŻ║
n(Tx-Px)+PĪõ Ī▌0
(7) ╩Įųą: TxĪ¬├┐éĆ▄ł▌üū„ė├į┌╣▄┼„╔ŽĄ─▌SŽ“─”▓┴┴”
Px--├┐éĆ▄ł▌üū„ė├į┌╣▄┼„╔Žš²ē║┴”▌SŽ“Ęų┴┐
PĪõĪ¬║¾═Ų┴” (ę╗░Ń×ķ┴Ń) 2) Č■┤╬ę¦╚ļŚl╝■
Č■┤╬ę¦╚ļųąą²▐D(zhu©Żn)Śl╝■▒╚ę╗┤╬ę¦╚ļį÷╝ė┴╦ę╗ĒŚĒöŅ^Ż»ĒöŚUŽĄĮy(t©»ng)Ą─æTąįūĶ┴”Šž,ŲõųĄ║▄ąĪĪŻę“┤╦Č■┤╬ę¦╚ļą²▐D(zhu©Żn)Śl╝■,╗∙▒Š║═ę╗┤╬ę¦╚ļŽÓ═¼ĪŻČ■┤╬ę¦╚ļĄ─ĻP(gu©Īn)µI╩ŪŪ░▀M(j©¼n)Śl╝■ĪŻ
Č■┤╬ę¦╚ļĢr▌SŽ“┴”Ą─ŲĮ║ŌŚl╝■Ż║ n(Tx-Px)-QĪõĪ▌0 ╩ĮųąŻ║QĪõĪ¬ĒöŅ^▒Ū▓┐Ą─▌SŽ“ūĶ┴” 55. ▒Ē╩Š╣▄┼„Ż»├½╣▄ū„┬▌ą²▀\äėĄ─╗∙▒ŠģóöĄ(sh©┤)╩Ū╩▓├┤Ż┐ ▒Ē╩Š┬▌ą²▀\äėĄ─╗∙▒ŠģóöĄ(sh©┤)╩ŪŻ║ŪąŽ“▀\äė╦┘Č╚Īó▌SŽ“▀\äė╦┘Č╚║═├┐░ļ▐D(zhu©Żn)Ą─╬╗ęŲ┴┐Ż©╝┤┬▌ŠÓŻ®ĪŻ ╩ūŽ╚üĒėæšō▄ł▌ü╔Ž╚╬ęŌę╗³cĄ─╦┘Č╚Ż¼╚ń╣¹▄ł▌üłAų▄╦┘Č╚×ķWŻ¼ät┐╔ęįĘųĮŌ×ķā╔éĆĘų┴┐Ż©ŪąŽ“Ęų┴┐║═▌SŽ“Ęų┴┐Ż®ĪŻ VB=WCOS”┬=”ąD Nb/60Ī┴COS”┬------ŪąŽ“ą²▐D(zhu©Żn)╦┘Č╚
Ż©1Ż® UBŻĮWsin”┬=”ąD
Nb/60Ī┴sin”┬-----▌SŽ“╦┘Č╚
Ż©2Ż® ╩ĮųąD----╦∙ėæšōĮž├µĄ─▄ł▌üų▒ÅĮŻ¼mm; Nb----▄ł▌ü▐D(zhu©Żn)╦┘Ż¼ rpm; ”┬----ę¦╚ļĮŪĪŻ į┌▄łųŲ▀^│╠ųąė╔ė┌┼„┴Ž┐┐▄ł▌üĦäėŻ¼▄ł▌üīóŽÓæ¬(y©®ng)Ą─╦┘Č╚é„▀fĮo╣▄┼„Ż¼ät╣▄┼„╦┘Č╚×ķŻ║
VP=”ąD Nb/60Ī┴COS”┬=
VB ╝┤VP=
VB
Ż©3Ż®
Ą½īŹļH╔Ž▄ł▌ü╦┘Č╚║═Įī┘╦┘Č╚▓óĘŪ═Ļ╚½ŽÓĄ╚ĪŻę╗░ŃĮī┘▀\äė╦┘Č╚ąĪė┌▄ł▌ü╦┘Č╚Ż¼╝┤ā╔š▀ų«ķg«a(ch©Żn)╔·╗¼ęŲŻ¼┐╔ė├╗¼ęŲŽĄöĄ(sh©┤)üĒ▒Ē╩Šā╔š▀╦┘Č╚Ż¼▀@śė
VP=”ąD Nb/60Ī┴COS”┬Ī┴”Ū”ė
(4) UPŻĮ”ąD Nb/60Ī┴sin”┬Ī┴”Ū0
(5) ╩Įųą”Ū”ė ---ŪąŽ“╗¼ęŲŽĄöĄ(sh©┤), ”Ū0 ---▌SŽ“╗¼ęŲŽĄöĄ(sh©┤),ā╔š▀ąĪė┌1ĪŻ į┌╔·«a(ch©Żn)ųąūŅėąīŹļHęŌ┴xĄ─╩Ū├½╣▄ļxķ_▄ł▌üĢrĄ─ę╗³c╦┘Č╚Ż¼▒Ŗ╦∙ų▄ų¬Ż¼│÷┐┌╦┘Č╚ė·┤¾Ż¼╝┤╔·«a(ch©Żn)┬╩ę▓ė·Ė▀ĪŻ×ķ┴╦║å╗»ėŗ╦ŃŻ¼ę╗░Ń╝┘įO(sh©©)▄ł▌ü│÷┐┌╦┘Č╚Ą╚ė┌UPŻ¼īŹļHš`▓Ņ░³║¼į┌╗¼ęŲŽĄöĄ(sh©┤)ųąĪŻ ├½╣▄ļxķ_▄ł▌üę╗³cĄ─▌SŽ“╗¼ęŲŽĄöĄ(sh©┤)┐╔ė├╣½╩Į(2)Ū¾│÷▌SŽ“╦┘Č╚,│²ęį├½╣▄ķLČ╚Ą├│÷└ĒšōĄ─┤®┐ūĢrķg,į┘║═īŹ£yĢrķgŽÓ▒╚,╝┤”Ū0=T└Ē/TīŹ.▀@śė┤_Č©”Ū0║¾,ät┐╔ėŗ╦Ń│÷├½╣▄ļxķ_▄ł▌üĄ─▌SŽ“╦┘Č╚ĪŻ ┬▌ŠÓį┌ūāą╬ųą╩ŪéĆ┐╔ūāųĄŻ¼▓óŪęļSų°╣▄┼„▀M(j©¼n)╚ļūāą╬ģ^(q©▒)│╠Č╚į÷╝ėČ°į÷╝ėŻ¼▀@╩Ūė╔ė┌╣▄┼„-├½╣▄öÓ├µĘe▓╗öÓ£pąĪČ°▌SŽ“┴„äė╦┘Č╚▓╗öÓį÷╝ė╦∙ų┬ĪŻ ├½╣▄ļxķ_▄ł▌üę╗³cĄ─┬▌ŠÓųĄėŗ╦Ń╣½╩Į×ķ: T=”ą/2Ī┴”Ū0/”Ū”ėĪ┴DBĪ┴tg”┬ 56. ī¦(d©Żo)▒P╦┘Č╚┼c▄ł▌ü▌SŽ“╦┘Č╚Ą─┼õ▒╚ĻP(gu©Īn)ŽĄ╩ŪČÓ╔┘Ż┐ Ħī¦(d©Żo)▒PĄ─┤®┐ūÖCėąĢrĢ■░l(f©Ī)╔·ī¦(d©Żo)▒P╔Žš│õōĄ─┘|(zh©¼)┴┐╩┬╣╩Ż¼╦³Ģ■ī¦(d©Żo)ų┬õō╣▄╔Ž«a(ch©Żn)╔·═Ōš█╚▒Ž▌ĪŻĘų╬÷«a(ch©Żn)╔·Ą─įŁę“╩Ūī¦(d©Żo)▒P▌SŽ“╦┘Č╚┼c▄ł▌ü▌SŽ“╦┘Č╚Ųź┼õ▓╗║Ž└Ē╦∙ų┬Ż¼Ė∙ō■(j©┤)Įø(j©®ng)“×ūC├„Ż║«ö(d©Īng)ī¦(d©Żo)▒P▌SŽ“╦┘Č╚┼c▄ł▌ü▌SŽ“╦┘Č╚Ą─▒╚ųĄ┤¾ė┌2.0ĢrŻ¼Š═┐╔ęį▒▄├Ōš│õōĄ─«a(ch©Żn)╔·ĪŻ╝┤Vd/Va>2.0ĪŻ VdŻĮD*”ą*n/60
╩ĮųąDĪónĘųäe▒Ē╩Š▄ł▌üĪóī¦(d©Żo)▒PĄ─ų▒ÅĮ║═▐D(zhu©Żn)╦┘Ż¼”├ŻŁ╬╣╚ļĮŪ 57. ┤®┐ūÖCĄ─š{(di©żo)š¹ĘĮĘ©║åĮķ ┤®┐ūÖCėąā╔ĘNš{(di©żo)š¹ĘĮĘ©Ż¼ę╗ĘN╩Ū┐ūą═╣╠Č©ą═Ż¼ų„ę¬į┌═░ą╬▌ü┤®┐ūÖC╔Ž╩╣ė├Ż╗ę╗ĘN╩Ū┐ūą═ūā╗»ą═Ż¼ų„ę¬į┌ÕFą╬┤®┐ūÖC╔Ž╩╣ė├ĪŻ
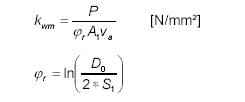
╦∙ų^┐ūą═╣╠Č©Ż¼╩ŪųĖī”ė┌═¼ę╗ĘN╣▄┼„╦∙╔·«a(ch©Żn)Ą─▓╗═¼▒┌║±├½╣▄Ż¼▄ł▌üŠÓļxĪóī¦(d©Żo)▒PŠÓļxĪó╬╣╚ļĮŪ║═ĒöŅ^Ū░╔ņ┴┐Č╝▓╗ūāŻ¼═©▀^Ė─ūāĒöŅ^Ą─ų▒ÅĮŠ═┐╔ęį╔·«a(ch©Żn)▓╗═¼▒┌║±Ą─├½╣▄ĪŻ╦¹Ą─ā×(y©Łu)³c╩Ūš{(di©żo)š¹║åå╬Ż¼╔·«a(ch©Żn)Ģr│²īŹļHąŻ║╦▄łųŲģóöĄ(sh©┤)═Ōį┘ąĶ£y┴┐╣▄┼„ę¦╚ļ³c║═├½╣▄Æüõō³c╠ÄĄ─▄ł▌üķgŠÓŻ¼┤╦╠Ä▄ł▌üķgŠÓųĄŠ═Ą╚ė┌╣▄┼„║═├½╣▄Ą─¤ßæB(t©żi)ų▒ÅĮĪŻę“įO(sh©©)Č©ģóöĄ(sh©┤)▓╗ūā,╦∙ęį▓╗═¼▒┌║±├½╣▄Ą─ų▒ÅĮē║Ž┬┬╩║═ĒöŅ^Ū░ē║Ž┬┬╩ę▓Č╝ŽÓ═¼Ż¼▄ł▌üĄ──źōp³cŽÓ═¼Ż¼ę¦╚ļ³c╠Ä─źōpŠ═╝»ųąŻ¼«ö(d©Īng)▄ł▌ü╩╣ė├║¾Ų┌ꬎļ╠ßĖ▀ę¦╚ļą¦╣¹ų╗─▄┐┐Ė─ūā╬╣╚ļĮŪĪŻ┴Ēę╗ĘNš{(di©żo)š¹ĘĮĘ©Įąū÷┐ūą═ūā╗»ą═Ż¼╝┤═¼ę╗┐ūą═ųąŻ¼╔·«a(ch©Żn)▓╗═¼▒┌║±Ą─├½╣▄Ż¼▓╗āHĒöŅ^ų▒ÅĮūā╗»Č°ŪęŲõ╦¹įO(sh©©)Č©ģóöĄ(sh©┤)═¼śėūā╗»ĪŻūā╗»ęÄ(gu©®)┬╔╩ŪŻ¼▒Ī▒┌├½╣▄▓╔ė├┤¾Ū░╔ņ┴┐Īó┤¾Ą─ų▒ÅĮē║Ž┬┬╩Ż╗║±▒┌├½╣▄ät▓╔ė├ąĪĄ─Ū░╔ņ┴┐ĪóąĪĄ─ų▒ÅĮē║Ž┬┬╩Ż¼ā╔š▀ų«ķgī¦(d©Żo)▒PŠÓļxūā╗»ĘČć·į┌1║┴├ūū¾ėęĪŻ▀@śėįO(sh©©)Č©╩Ū┐╝æ]ĄĮļSų°▒┌║±Ą─į÷╝ėŻ¼╣▄┼„ę¦╚ļĢ■įĮüĒįĮ╚▌ęūŻ¼ąĶꬹĪę╗ą®Ą─ų▒ÅĮē║Ž┬┬╩Ż¼ėųę“▒┌║±į÷╝ė├½╣▄Ą─ā╚(n©©i)öU┴┐ųØu£pąĪŻ¼╣╩Č°į┌▒ŻūCę¦╚ļĄ─ŪķørŽ┬Ż¼īóĒöŅ^Ū░╔ņ┴┐ūāąĪŻ¼▀@śėŠ═▒ŻūC┴╦├½╣▄═ŌÅĮĪŻ▀@śėš{(di©żo)š¹Ą─Ė∙ō■(j©┤)╩ŪŻ║╣▄┼„Ą─ūāą╬┴┐▓╗═¼Ż©▒┌║±▓╗═¼Ż®Ż¼╣▄┼„Ą─ų▒ÅĮē║Ž┬┬╩Š═æ¬(y©®ng)▓╗═¼ĪŻ┴Ē═Ōę“╣▄┼„ę¦╚ļ³cļS▒┌║±Ą─į÷┤¾ų▓ĮŽ“▄łųŲĦ┐┐Į³Ż¼▄ł▌üĄ──źōpę▓▒╚▌^Š∙ä“Ż¼į┌ę╗éĆ╩╣ė├ų▄Ų┌ā╚(n©©i)░l(f©Ī)╔·▓╗ę¦╚ļĄ─¼F(xi©żn)Ž¾ę▓▌^╔┘ĪŻ▒╚▌^Č°čį║¾š▀Ė³Š▀║Ž└ĒąįĪŻė├ÕFą╬▌ü┤®┐ūÖC╔·«a(ch©Żn)Ą─├½╣▄▒┌║±ūŅąĪ┐╔ęį▀_(d©ó)ĄĮ8║┴├ūŻ¼▒┌║±Š½Č╚Į^ī”ųĄį┌1║┴├ūęįā╚(n©©i)ĪŻ 58. ╚ń║╬ėŗ╦Ńą▒▄ł┤®┐ūĄ─ūāą╬┐╣┴”Ż┐ ūāą╬┐╣┴”Ą─ėŗ╦Ń┐╔ęį═©▀^Ž┬┴ą╣½╩ĮĄ├ĄĮŻ║
╩ĮųąŻ║A1-├½╣▄ÖMĮž├µĘe Va-│÷┐┌╦┘Č╚ PŻŁ╣”┬╩ D0ŻŁ├½╣▄═ŌÅĮ S1Ī¬├½╣▄▒┌║± 59. ╩▓├┤╩Ū╗¼ęŲŽĄöĄ(sh©┤)Ż┐ ┤®┐ū▀^│╠ųą├½╣▄Ą─▀\äė╦┘Č╚┼c▄ł▌üĄ─╦┘Č╚Ęų┴┐▓╗ŽÓĄ╚ĪŻ▌SŽ“ā╔éĆ╦┘Č╚ų«▒╚ĘQ×ķ▌SŽ“╗¼ęŲŽĄöĄ(sh©┤)”Ū0ĪŻŪąŽ“ā╔éĆ╦┘Č╚ų«▒╚ĘQ×ķŪąŽ“╗¼ęŲŽĄöĄ(sh©┤)”ŪT ĪŻ ▌SŽ“╗¼ęŲŽĄöĄ(sh©┤)”Ū0ę▓┐╔ęį└Ēšō┤®┐ūĢrķg│²ęįīŹ£y┤®┐ūĢrķgŻ¼╝┤╩ūŽ╚▀_(d©ó)ĄĮ└ĒšōĢrķgĪŻ└ĒšōĢrķg┐╔ė├╣½╩ĮŻ©UPŻĮ”ąD Nb/60Ī┴sin”┬Ī┴”Ū0 Ż®Ū¾│÷▌SŽ“╦┘Č╚Ż¼│²ęį├½╣▄ķLČ╚Ą├ĄĮ Ż¼į┘║═īŹ£yĢrķgų«▒╚ĪŻŠ═┐╔ęįĄ├ĄĮ▌SŽ“╗¼ęŲŽĄöĄ(sh©┤)”Ū0Ż║
Ž┬├µ╩Ūę╗ą®õōĘN▌SŽ“╗¼ęŲŽĄöĄ(sh©┤)Ą─ģó┐╝ųĄŻ║: ╠╝õōŻ║ 0.8-1.0 ĘŪ║ŽĮõōŻ║ 0.7-0.8 Ė▀║ŽĮõōŻ║ 0.5-0.7
60. ╩▓├┤╣ż╦ćę“╦žī”╗¼ęŲŽĄöĄ(sh©┤)ėąė░ĒæŻ┐ Ė„ĘN╣ż╦ćę“╦žī”╗¼ęŲĄ─ė░Ēæ╚ńŽ┬Ż║ 1)
▄łųŲ╦┘Č╚║═čė╔ņŽĄöĄ(sh©┤)Ą─ė░Ēæ ī”ė┌▄łųŲ╦┘Č╚Ą─ė░Ēæę¬ū÷Š▀¾wĘų╬÷Ż¼╠ßĖ▀┤®┐ū╦┘Č╚Ż¼ę╗éĆ▐kĘ©╩Ū╠ßĖ▀▄ł▌ü▐D(zhu©Żn)╦┘Ż¼ę╗éĆ▐kĘ©╩Ūį÷┤¾╬╣╚ļĮŪĪŻį÷┤¾▄ł▌ü▐D(zhu©Żn)╦┘īóī¦(d©Żo)ų┬╗¼ęŲį÷╝ėŻ¼ę▓Š═╩Ū▌SŽ“╦┘Č╚ą¦┬╩ĮĄĄ═Ż¼ŽÓĘ┤Ż¼ļŖÖC╚▌┴┐ģs’@ų°į÷╝ėŻ¼ę“┤╦ūŅ║├Ą─▐kĘ©╩Ūį÷╝ė╬╣╚ļĮŪŻ¼▀@╩Ū╠ßĖ▀┤®┐ū╦┘Č╚ėąą¦Ą─┤ļ╩®ų«ę╗ĪŻ
2)
╣▄┼„ų▒ÅĮė░Ēæ ļSų°╣▄┼„ų▒ÅĮė·┤¾Ż¼ät▌SŽ“╗¼ęŲį÷╝ėĪŻ▀@╩Ūė╔ė┌D▌üŻ»D┼„▒╚ųĄ£pąĪŻ¼╝┤Įėė|├µĘe£pąĪī¦(d©Żo)ų┬▄ł▌üęĘ╚ļ┴”£pąĪįņ│╔Ą─ĪŻ 3)
┤®┐ū£žČ╚ė░Ēæ ┤®┐ūĢr╔įįSĮĄĄ═╣▄┼„£žČ╚┐╔ęį╠ßĖ▀─”▓┴ŽĄöĄ(sh©┤)Ż¼╩╣Ą├▌SŽ“╗¼ęŲ£pąĪŻ¼Ą½īŹļH╔Ž╠ßĖ▀┤®┐ū£žČ╚Ę┤Č°Ģ■£pąĪ╗¼ęŲŻ¼▀@╩Ūę“×ķĒöŅ^ūĶ┴”į÷┤¾Ą─Šē╣╩ĪŻ
4)
╣żŠ▀įO(sh©©)ėŗĄ─ė░Ēæ ę╗░Ń▓╔╚ĪąĪĄ─▄ł▌üÕF├µĮŪŻ¼┐╔ęį£pąĪ╗¼ęŲŻ¼▀@╩Ūė╔ė┌ūāą╬ģ^(q©▒)╝ėķLŻ¼į÷╝ė┴╦▄ł▌üęĘ╚ļ┴”║═ę¦╚ļŚl╝■ūā║├Ą─įŁę“įņ│╔Ą─ĪŻ 5)
▄łÖCš{(di©żo)š¹Ą─ė░Ēæ ĒöŅ^╬╗ų├▀^Ū░Ż¼ät╗¼ęŲį÷╝ėŻ¼Ę┤ų«Ż¼ätŽÓĘ┤ĪŻ ▀m«ö(d©Īng)į÷╝ėē║Ž┬┴┐┐╔ęį£pąĪ╗¼ęŲŻ¼ę“×ķęĘ╚ļ┴”į÷╝ėĪŻ ▓╔ė├ų„äėī¦(d©Żo)▒PŻ¼┐╔ęį£pąĪ╗¼ęŲĪŻ ┤╦═ŌŻ¼õōĘNĪó├½╣▄│▀┤ńī”▌SŽ“╗¼ęŲŽĄöĄ(sh©┤)ę▓Č╝ėąė░ĒæĪŻ 61. ╩▓├┤╩Ūčė╔ņŽĄöĄ(sh©┤)Ż¼╚ń║╬ėŗ╦ŃŻ┐ čė╔ņŽĄöĄ(sh©┤)╩ŪųĖ├½╣▄ķLČ╚┼c╣▄┼„ķLČ╚ų«▒╚,╗“╣▄┼„öÓ├µĘe┼c├½╣▄öÓ├µĘeų«▒╚,╝┤: ”╠= L├½/ L┼„=F┼„/F├½ ėŗ╦Ńčė╔ņŽĄöĄ(sh©┤)Ą─╣½╩Į×ķŻ║ ”╠=K*D2┼„/4*Ż©D├½-S├½Ż®* S├½ ūóŻ║KĪ¬¤²ōpŽĄöĄ(sh©┤)Ż¼ę╗░Ń╚Ī0.97Ī½0.99Ż¼Łh(hu©ón)ą╬ĀtĄ─¤²ōpŽĄöĄ(sh©┤)ę╗░Ń×ķ0.98Ī½0.99 D┼„ĪóD├½ĪóS├½ Ī¬╣▄┼„ų▒ÅĮĪó├½╣▄ų▒ÅĮ║═▒┌║± čė╔ņŽĄöĄ(sh©┤)┤¾Ż¼▒Ē├„┤®│÷Ą─├½╣▄▒┌║±▒ĪŻ¼ę╗░ŃąĪą═┤®┐ūÖC┤®│÷├½╣▄▒┌║±×ķ3Ī½5mmŻ¼140ęį╔ŽÖCĮM├½╣▄ūŅąĪ▒┌║±┐╔ęį▀_(d©ó)ĄĮ8mmĪŻ 62. ╩▓├┤╩ŪöUÅĮ┬╩Ż┐ öUÅĮ┬╩▒Ē╩Š╣▄┼„ų▒ÅĮ┼c├½╣▄ų▒ÅĮĄ─ĻP(gu©Īn)ŽĄŻ¼ė├Ž┬╩Į▒Ē╩ŠŻ║ öUÅĮ┬╩ŻĮŻ©D├½ŻŁD┼„Ż®/D┼„*100Żź ę╗░ŃŻ¼öUÅĮ┬╩į┌┤¾ė┌3ŻźĄ─┤®┐ūĮąöUÅĮ┤®┐ūŻ¼═░ą╬▌ü┤®┐ūÖCĄ─ūŅ┤¾öUÅĮ┬╩┐╔ęį▀_(d©ó)ĄĮ22ŻźŻ¼ÕFą╬▌ü┤®┐ūÖC┐╔ęį▀_(d©ó)ĄĮ40ŻźŻ╗öUÅĮ┬╩×ķ┴ŃĄ─┤®┐ūĮąĄ╚ÅĮ┤®┐ūŻ╗Č°öUÅĮ┬╩×ķžō(f©┤)ųĄĄ─┤®┐ūĮą£pÅĮ┤®┐ūŻ¼ę╗░Ń║▄╔┘▓╔ė├Ż¼╠ņĮ“õō╣▄╣½╦Šį°Įø(j©®ng)ę“╣▄┼„Šo╚▒Ż¼▓╔ė├”Ą230mm╣▄┼„╠µ┤·”Ą210mm╣▄┼„üĒ╔·«a(ch©Żn)”Ą220mm├½╣▄Ż¼╔·«a(ch©Żn)ūC├„Ż¼▄łųŲ┴”Šž▒╚öUÅĮ┤®┐ūę¬┤¾Ż¼╣żŠ▀Ž¹║─ę▓į÷╝ėĪŻöUÅĮ┬╩┤¾ät┤®┐ū▀^│╠ųąĄ─ÖMŽ“ūāą╬į÷┤¾Ż¼ÖEłAČ╚įĮ┤¾ätöUÅĮ┬╩įĮ┤¾ĪŻę¬½@Ą├║├Ą─Äū║╬│▀┤ńŻ¼▓╔ė├╬óöUÅĮŻ©öUÅĮ┬╩Ī▄10%Ż®┤®┐ū×ķ║├ĪŻ 63. ╚ń║╬┤_Č©┤®┐ūÖCĄ─£ž╔²Ż┐ į┌┤®┐ū▀^│╠ųąŻ¼ę╗░Ń├½╣▄═©▀^ūāą╬ģ^(q©▒)║¾Ż¼£žČ╚Ģ■Ė▀ė┌┤®┐ūŪ░Ą─╣▄┼„£žČ╚Ż¼╝┤į┌┤®┐ū▀^│╠ųą┤µį┌ų°£ž╔²ĪŻ£ž╔²«a(ch©Żn)╔·Ą─įŁę“╩Ū¤ßą¦æ¬(y©®ng)ū„ė├Ą─ĮY(ji©”)╣¹Ż¼╝┤ę╗▓┐ĘųÖCąĄ─▄▐D(zhu©Żn)╗»×ķ¤ß─▄ĪŻ
ę“┤╦Ż¼į┌┤_Č©╣▄┼„┤®┐ū£žČ╚ĢrŻ¼ę¬┐╝æ]ĄĮ£ž╔²ųĄŻ¼╔·«a(ch©Żn)ųą╠╝õōĄ─£ž╔²╝sį┌200Cū¾ėęŻ¼┐╔ęį▓╗ėŗŻ╗Ą═║ŽĮõōĄ─£ž╔²į┌30Ī½400Cū¾ėęŻ╗Ė▀║ŽĮõōĄ─┤®┐ū£ž╔²į┌50Ī½700Cū¾ėęŻ¼ė╚Ųõ╩Ū╔·«a(ch©Żn)Ė▀║ŽĮõōĢrŻ¼į┌ųŲČ©╝ė¤ßĀt│÷Āt£žČ╚Ą─ųŲČ╚ĢrŻ¼ę╗Č©ę¬┐╝æ]┤®┐ū£ž╔²ī”ūāą╬Įī┘ā╚(n©©i)▓┐ĮM┐ŚĄ─ė░ĒæŻ¼╚ń╔·«a(ch©Żn)0Cr18Ni9ĢrŻ¼├½╣▄Ą─£žČ╚│¼▀^1290Ī½13000CĢrŠ═Ģ■«a(ch©Żn)╔·”├ŽÓŻ¼╦▄ąįĮĄĄ═ĪŻ╩╣┤®┐ū▀^│╠└¦ļy╗“ė░Ēæ│╔ŲĘąį─▄ĪŻ£ž╔²ųĄĄ─┤¾ąĪ╚ĪøQė┌ūāą╬┴┐║═ūāą╬╦┘Č╚ĪŻ╣▄┼„į┌╝ė¤ßĀtųąĄ─│÷Āt£žČ╚║═┤®┐ūŪ░£žČ╚ėą╚ńŽ┬ĻP(gu©Īn)ŽĄŻ║
TŻĮTg-”żTg+”żT0 ūóŻ║TĪ¬╣▄┼„│÷Āt£žČ╚ TgĪ¬┤®┐ūŪ░£žČ╚ ”żTgĪ¬┤®┐ū£ž╔² ”żT0Ī¬Å─Łh(hu©ón)ą╬ĀtĄĮ┤®┐ūÖC▀\▌öųąĄ─£žĮĄ 64. ╚ń║╬┤_Č©┤®┐ū£žČ╚Ż┐ š²┤_▀xō±┤®┐ū£žČ╚▓╗āH┐╔ęįėąą¦ĮĄĄ═ūāą╬┐╣┴”Č°Ūę▀Ć┐╔ęį▒ŻūC├½╣▄Ą─ā╚(n©©i)═Ō▒Ē├µ┘|(zh©¼)┴┐╝░ąį─▄Ż¼Ž┬▒ĒĄ─öĄ(sh©┤)ųĄ┐╔ęįū„×ķģó┐╝Ż║ ╠╝õōŻ║
Ą═║ŽĮõōŻ║
ĶF╦ž¾wõōŻ╗
ŖW╩Ž¾wõōŻ╗
65. š{(di©żo)š¹┤®┐ūÖCæ¬(y©®ng)ū±čŁĄ─įŁät╩Ū╩▓├┤Ż┐ š{(di©żo)š¹Ą──┐ś╦(bi©Īo)╩ŪŻ║ ╣▄┼„ę¦╚ļŲĮĘĆ(w©¦n)Īó├½╣▄Æü│÷Ēś└¹Īó┤®┐ū▀^│╠ĘĆ(w©¦n)Č©ĪóĒöŚU¤o├„’@ČČäėĪó├½╣▄ā╚(n©©i)═Ō▒Ē├µ┘|(zh©¼)┴┐┴╝║├Īó├½╣▄│▀┤ń║ŽĖ±ĪóļŖÖCžō(f©┤)║╔š²│ŻĪŻ
×ķ▀_(d©ó)ĄĮ╔Ž╩÷─┐Ą─Ż¼┤®┐ūÖCš{(di©żo)š¹æ¬(y©®ng)ū±čŁĄ─įŁät╩ŪŻ║ 1)
▄łųŲŠĆ▒žĒÜ┼c┤®┐ūÖCųąą─ŠĆųž║Ž╗“▒╚┤®┐ūÖCųąą─ŠĆ┬įĄ═0Ī½5mmĪŻ╝┤┤®┐ūŪ░┼_Īó▄łÖC║═║¾┼_Ą─ųąą─ŠĆę╗Č©ę¬ę╗ų┬ĪŻ 2)
ā╔éĆ▄ł▌ü║═ā╔éĆī¦(d©Żo)▒Pę╗Č©ę¬ī”ĘQ▓╝ų├į┌▄łųŲŠĆā╔é╚(c©©)ĪŻ 3)
ā╔éĆ▄ł▌üĄ─╬╣╚ļĮŪę╗śė┤¾ĪŻ 4)
ĒöŚU▓╗─▄ėą├„’@Ą─ČČäėĪŻ 5)
æ¬(y©®ng)īŹ¼F(xi©żn)¤o┐ūŪ╗ĀŅæB(t©żi)Ž┬Ą─┤®┐ū▀^│╠Ż¼╝┤Ė∙ō■(j©┤)õōĘN▀xō±║Ž▀mĄ─ĒöŅ^Ū░ē║Ž┬┬╩ĪŻŽ┬├µĄ─ĒöŅ^Ū░ē║Ž┬┬╩ųĄ╣®ģó┐╝ ╠╝õō 4Ī½9Żź Ą═║ŽĮõō 4Ī½8Żź
Ė▀║ŽĮõō 4Ī½6Żź
6) ┤®┐ū╣żŠ▀╚ń▄ł▌üĪóī¦(d©Żo)▒PĪóĒöŅ^Ą╚▓╗æ¬(y©®ng)įōć└(y©ón)ųž─źōpĪŻ 7) Ū┌Öz▓ķ├½╣▄Ą─ā╚(n©©i)═Ō▒Ē├µ┘|(zh©¼)┴┐║═Äū║╬│▀┤ńĄ─ūā╗»ŪķørĪŻ 66. ╚ń║╬š{(di©żo)š¹┤®┐ūÖCĄ─▄łųŲŠĆŻ┐ š{(di©żo)š¹▄łųŲŠĆĄ─ś╦(bi©Īo)£╩(zh©│n)╩ŪŻ║┤®┐ūÖCĄ─▄łųŲŠĆ┼c┤®┐ūÖCÖC╝▄ųąą─ŠĆųž║Ž╗“▒╚┤®┐ūÖCÖC╝▄ųąą─ŠĆ┬įĄ═0Ī½5mmĪŻš{(di©żo)š¹▄łųŲŠĆų„ę¬ųĖ┤®┐ūŪ░┼_ĪóÖC╝▄║═┤®┐ū║¾┼_╚²▓┐ĘųĄ─ųąą─ŠĆųž║ŽĪŻ
š{(di©żo)š¹æ¬(y©®ng)ęįÖC╝▄Ą─ųąą─ŠĆ×ķ╗∙£╩(zh©│n)ĪŻÖC╝▄Ą─ųąą─ŠĆ╩Ūį┌┤®┐ūÖCųŲįņ┼c░▓čbųąęč▒╗┤_Č©┴╦Ą─ĪŻ ┤®┐ūÖCŪ░┼_ę╗░Ń░³└©╣▄┼„Ą─╩▄┴Ž▓█║═ī¦(d©Żo)╣▄Ż¼ī¦(d©Żo)╣▄░▓čbį┌ÖC╝▄╔ŽŻ¼š{(di©żo)š¹Ģr┐╔ęįīóī¦(d©Żo)╣▄Ą─ųąą─ŠĆ┬įĖ▀┼cÖC╝▄ųąą─ŠĆ5mm,×ķĄ─╩Ū£p▌p╣▄┼„ī”Ž┬▌üĄ──źōpĪŻ╩▄┴Ž▓█æ¬(y©®ng)Ė∙─źōpŪķør▀M(j©¼n)ąąĖ▀Č╚š{(di©żo)š¹ĪŻ ║¾┼_š{(di©żo)š¹Ą─ų„ę¬įO(sh©©)éõ╩Ū╚²▌üČ©ą─║═ĒöŚUąĪ▄ćĪŻ╩ūŽ╚æ¬(y©®ng)▒ŻūC├┐éĆ╚²▌üČ©ą─įO(sh©©)éõĄ─╝ė╣żŠ½Č╚Ż¼╚╗║¾ĒöŚUĘ┼╚ļŲõųąŻ¼£y┴┐├┐éĆ╚²▌üČ©ą─▌ü┼cĒöŚUĄ─ķgŽČ┴┐╩ŪʱŽÓĄ╚Ż¼ĒöŅ^═¼ę╗ų▒ÅĮ╠ÄŠÓļx╔ŽŽ┬▄ł▌üĄ─ŠÓļx╩ŪʱŽÓĄ╚ĪŻ╚¶ŽÓĄ╚ät▒Ē├„▄łųŲŠĆę╗ų┬ĪŻūŅą┬Ą─įO(sh©©)ėŗųąīó║¾┼_╦∙ėąĄ─Č©ą─▌üČ╝Ę┼į┌═¼ę╗éĆõōĮY(ji©”)śŗ(g©░u)╝■╔ŽŻ¼▀@śėš{(di©żo)š¹║¾┼_Ą─▄łųŲŠĆŠ═║▄ĘĮ▒ŃŪęĘĆ(w©¦n)Č©ĪŻ
67. į§śė▀xė├▄ł▌ü╬╣╚ļĮŪŻ┐ ▄ł▌ü╬╣╚ļĮŪ┤¾,ät┤®┐ū╦┘Č╚┐ņĪó«a(ch©Żn)┴┐Ė▀Ż¼ī”ė┌╦▄ąį▌^║├Ą─╣▄┼„æ¬(y©®ng)▒M┴┐▓╔ė├▌^┤¾Ą─╬╣╚ļĮŪŻ¼ę╗░Ń×ķ8Ī½120Ż¼¼F(xi©żn)┤·┤®┐ūÖC╬╣╚ļĮŪĄ─š{(di©żo)š¹ĘČć·┤¾ČÓį┌8Ī½150 ĪŻ╬╣╚ļĮŪĄ─ūā╗»▓╗Ģ■ī¦(d©Żo)ų┬ę¦╚ļ┴”ĮĄĄ═Īó▄łÖCžō(f©┤)║╔Ą─╝ė┤¾Īóūāą╬┴”Ą─╝ė┤¾Īóę▓▓╗Ģ■╝ė┤¾ą╬│╔┐ūŪ╗Ą─┌ģä▌ĪŻĖ∙ō■(j©┤)įć“×ūC├„Ż║╬╣╚ļĮŪį┌10Ī½120ĢrŪ░▀M(j©¼n)ą¦┬╩ūŅ╝čĪŻ 68. ×ķ╩▓├┤▀xė├┤¾āAĮŪ┤®┐ūŻ┐ ▀xō±┤¾╬╣╚ļĮŪĄ─└Ēė╔╩ŪŻ║ 1)
╬╣╚ļĮŪ┤¾Ż¼┤®┐ū╦┘Č╚┐ņŻ¼ÖCĮM─▄┴”į÷╝ėŻ╗ 2)
▌SŽ“╗¼ęŲ£pąĪŻ¼ĮĄĄ═ą╬│╔┐ūŪ╗Ą─┐╔─▄Ż¼£p╔┘ā╚(n©©i)š█ą╬│╔Ą─┐╔─▄Ż╗ 3)
╬╣╚ļĮŪį÷╝ėŻ¼┼ż▐D(zhu©Żn)ūāą╬£pąĪŻ¼┐vŽ“ūāą╬╔į£pąĪŻ¼╗“▒Ż│ų╗∙▒Š▓╗ūāĪŻ 69. ą▒▄ł┤®┐ū▀^│╠ųą░³└©ą®ūāą╬Ż┐ ą▒▄ł┤®┐ū▀^│╠ųą┤µį┌ų°ā╔ĘNūāą╬,╝┤╗∙▒Šūāą╬(╗“║Ļė^ūāą╬)║═ĖĮ╝ėūāą╬(ĘQ▓╗Š∙ä“ūāą╬) ╗∙▒Šūāą╬╩ŪųĖ═Ōė^ą╬ĀŅĄ─ūā╗»Ż¼▀@ĘNūāą╬╩Ū┐╔ęįų▒ė^Ą─Ż¼╚ńė╔īŹą─łA╣▄┼„ūā│╔┐šą─Ą─├½╣▄Ż¼╗∙▒Šūāą╬═Ļ╚½╩ŪÄū║╬│▀┤ńĄ─ūā╗»Ż¼┼c▓─┴ŽĄ─ąį┘|(zh©¼)¤oĻP(gu©Īn)Ż¼Č°Ūę╗∙▒Šūāą╬╚ĪøQė┌ūāą╬ģ^(q©▒)Ą─Äū║╬ą╬ĀŅŻ©ė╔╣żŠ▀įO(sh©©)ėŗ║═▄łÖCš{(di©żo)š¹╦∙øQČ©Ż®ĪŻ
ĖĮ╝ėūāą╬ųĖĄ─╩Ū▓─┴Žā╚(n©©i)▓┐Ą─ūāą╬Ż¼╩Ūų▒ė^▓╗ĄĮĄ─ūāą╬Ż¼ĖĮ╝ėūāą╬╩Ūė╔ė┌▓─┴Žųąā╚(n©©i)æ¬(y©®ng)┴”╦∙ę²ŲĄ─Ż¼╩Ūį÷┤¾▓─┴ŽĄ─ūāą╬æ¬(y©®ng)┴”Ż¼ę²Ų▓─┴Žųą«a(ch©Żn)╔·Ą─╚▒Ž▌Ż¼╦∙ęįį┌īŹļH╔·«a(ch©Żn)ųą╚ń║╬üĒ£pąĪĖĮ╝ėūāą╬╩Ū║▄ųžę¬Ą─ĪŻ
1) ╗∙▒Šūāą╬ ╗∙▒Šūāą╬╝┤čė╔ņūāą╬Ż¼ŪąŽ“ūāą╬║═ÅĮŽ“ūāą╬Ż©▒┌║±ē║┐sŻ®ĪŻ▀@╚²ĘNūāą╬Č╝╩Ū║Ļė^ūāą╬Ż¼▒Ē╩Š═Ōė^ą╬ĀŅ║═│▀┤ńūā╗»ĪŻ╗∙▒Šūāą╬┐╔ė├Ž┬╩Į▒Ē╩ŠŻ║ ÅĮŽ“æ¬(y©®ng)ūāį÷┴┐:
de1=ds/sŻ╗ ┐vŽ“Ż©čė╔ņŻ®æ¬(y©®ng)ūāį÷┴┐Ż║ de2=dF/F=dL/LŻ╗ ŪąŽ“Ż©łAų▄Ż®æ¬(y©®ng)ūāį÷┴┐Ż║ de3=dp/p ╩ĮųąŻ║sĪ¬Ī¬▒┌║±
FĪ¬Ī¬öÓ├µĘe
LĪ¬Ī¬ķLČ╚ PĪ¬Ī¬ŲĮŠ∙łAų▄ķL
2) ĖĮ╝ėūāą╬ ĖĮ╝ėūāą╬░³└©ėą┼ż▐D(zhu©Żn)ūāą╬Ż¼┐vŽ“╝¶Ūąūāą╬Ą╚Ż¼ĖĮ╝ėūāą╬╩Ūė╔ė┌Įī┘Ė„▓┐ĘųĄ─ūāą╬▓╗Š∙ä“«a(ch©Żn)╔·Ą─Ż¼ĖĮ╝ėūāą╬Ģ■ĦüĒę╗ŽĄ┴ąĄ─║¾╣¹Ż¼╚ńįņ│╔ūāą╬─▄┴┐į÷╝ėŻ¼ęį╝░ė╔ė┌ĖĮ╝ėūāą╬╦∙ę²ŲĄ─ĖĮ╝ėæ¬(y©®ng)┴”Ż¼╚▌ęūī¦(d©Żo)ų┬├½╣▄ā╚(n©©i)═Ō▒Ē├µ╔Ž║═ā╚(n©©i)▓┐«a(ch©Żn)╔·╚▒Ž▌Ą╚ĪŻ
┐vŽ“╝¶Ūąūāą╬ų„ę¬╩Ūė╔ė┌ĒöŅ^Ą─▌SŽ“ūĶ┴”╦∙įņ│╔Ą─Ż¼ę╗ĘĮ├µ▄ł▌üĦäė╣▄▓─▌SŽ“┴„äėŻ¼Č°ĒöŅ^ę¬ūĶų╣Įī┘▌SŽ“┴„äėŻ¼ūŅĮKī¦(d©Żo)ų┬Ė„Įī┘▌SŽ“┴„äėėą▓Ņ«ÉŻ¼┐╔╩ŪĖ„īėĮī┘ėų╩Ū╗źŽÓ┬ō(li©ón)ŽĄĄ─Ż¼╩Ūę╗éĆš¹¾wŻ¼╦∙ęįį┌Ė„īėĮī┘ķg▒ž╚╗«a(ch©Żn)╔·ĖĮ╝ėūāą╬║═ĖĮ╝ėæ¬(y©®ng)┴”Ż¼╠žäe╩Ū║═▄ł▌üĪóĒöŅ^ų▒ĮėĮėė|Ą─▒Ē├µīėĮī┘
Ż¼ė╔łDųą┐╔┐┤│÷Ż¼ĖĮ╝ėūāą╬Ė³┤¾ą®Ż¼ę“┤╦├½╣▄ā╚(n©©i)═Ō▒Ē├µ║▄╚▌ęū│÷¼F(xi©żn)╚▒Ž▌╗“š▀╩╣╣▄┼„▒Ē├µįŁėąĄ─╚▒Ž▌░l(f©Ī)š╣öU┤¾ĪŻ ŪąŽ“╝¶ūāą╬═∙═∙╩Ūįņ│╔├½╣▄ā╚(n©©i)═Ō▒Ē├µ«a(ch©Żn)╔·╚▒Ž▌įŁę“ų«ę╗Ż©╚ń┴č╝yĪóš█Ą³ĪóļxīėĄ╚╚▒Ž▌Ż®ĪŻ 70. ╔·«a(ch©Żn)║ŽĮõō╣▄┼cŲš═©õō╣▄į┌┤®┐ūÖC╣ż╦ćģóöĄ(sh©┤)Ą─▀xō±║═š{(di©żo)š¹╔Žėą╩▓├┤▓╗═¼Ż┐ ║ŽĮõōŻ¼╠žäe╩Ūõå║ŽĮõōŠ▀ėąī¦(d©Żo)¤ßąį▓ŅĪóūāą╬┐╣┴”┤¾Īó╦▄ąįĄ═Ą─╠ž³cŻ¼į┌õō╣▄╔·«a(ch©Żn)ųą║ŽĮõō╣▄æ¬(y©®ng)┼cę╗░Ńõō╣▄ėą╦∙ģ^(q©▒)äeŻ¼▒Ē¼F(xi©żn)į┌Ż║
1) ▓╔ė├▌^ąĪĄ─ĒöŅ^Ū░ē║Ž┬┬╩Ż¼▒▄├Ō╣▄┼„ę“╦▄ąįĄ═Č°ą╬│╔┐ūŪ╗ĪŻŲõĒöŅ^Ū░ē║┐s┬╩│Żį┌4Ī½6ŻźĪŻ 2) ▓╔ė├▌^ąĪĄ─ÖEłAČ╚Ż¼▒▄├Ōę“╣▄┼„ę“╦▄ąįĄ═Č°ą╬│╔┐ūŪ╗Ż¼│Żė├1.07Ī½1.09▌^║├ĪŻ 3) ▓╔ė├▌^ąĪĄ─ē║Ž┬┬╩Ż¼ęį├Ōūāą╬┴”╠½┤¾ĪŻ 4) ▓╔ė├▌^Ą═Ą─▄ł▌ü▐D(zhu©Żn)╦┘║═╬╣╚ļĮŪŻ¼ęį£pąĪūāą╬┐╣┴”║═▌SŽ“ūĶ┴”Ż¼į÷ÅŖ┤®┐ū▀^│╠Ą─ĘĆ(w©¦n)Č©ąįĪŻ 5) ║ŽĮõō╣▄┼„┤®┐ūūāą╬ųą¤ßą¦æ¬(y©®ng)┤¾Ż¼╝┤┤®┐ū£ž╔²Ė▀Ż¼×ķ▒ŻūCõō╣▄Ą─ąį─▄Ż¼æ¬(y©®ng)▓╔ė├▌^Ą═Ą─┤®┐ū£žČ╚ĪŻ 6) ę╗░Ń║ŽĮõō╣▄┤®┐ū£žČ╚Ų½Ą═Ż¼┤®┐ū▀^│╠ųąĄ─└õģs╦«æ¬(y©®ng)ĻP(gu©Īn)ķ]╗“▀m«ö(d©Īng)£pąĪĪŻ 71. ┤®┐ūÖC│ŻęŖĄ─╔·«a(ch©Żn)╣╩šŽėą──ą®Ż┐ ┤®┐ūÖC│ŻęŖĄ─╔·«a(ch©Żn)╣╩šŽėąęįŽ┬ÄūĘĮĘĮ├µŻ║ 1)
╣▄┼„▓╗ę¦╚ļ «a(ch©Żn)╔·Ą─įŁę“ėąŻ║ĒöŪ░┴┐▀^┤¾Īó╣▄┼„ų▒ÅĮ▀^ąĪŻ©¤²ōp▀^┤¾Ż®Īó╣▄┼„£žČ╚▀^Ė▀╗“▀^Ą═Ż¼ę¦╚ļ┴”▓╗ūŃęį┐╦Ę■ĒöŅ^ūĶ┴”╦∙ų┬ĪŻę“▄ł▌ü─źōpć└(y©ón)ųžī¦(d©Żo)ų┬Ą─▓╗ę¦╚ļ¼F(xi©żn)Ž¾ČÓ░l(f©Ī)╔·▄ł▌ü╩╣ė├║¾Ų┌Ż¼┤╦Ģræ¬(y©®ng)ūóęŌ▄ł▌üĄ─└õģs║═ļSĢrš{(di©żo)š¹▌üŠÓųĄĒöŪ░┴┐ĪŻ 2) ųą┐© «a(ch©Żn)╔·Ą─įŁę“ėąŻ║ĒöŅ^ć└(y©ón)ųž─źōp╗“╚█╗»ĪóļŖÜŌŽĄĮy(t©»ng)╗“ę║ē║ŽĄĮy(t©»ng)╠°═Ż╗“├½╣▄┤®Ų½╗“┤®ŲŲŻ¼ø]ėąĒöŅ^▄łųŲę▓┐╔░l(f©Ī)╔·ųą┐©ĪŻ 3) µ£Ä¦ ├½╣▄▒╗ī¦(d©Żo)▒P╝ŌõJĄ─▀ģŠēĖŅ│╔┬▌ą²Ą─ąĪŚlĦŻ¼«a(ch©Żn)╔·Ą─įŁę“╩Ūī¦(d©Żo)▒P┼c▄ł▌üĄ─ķgŽČ▀^┤¾Ż©▒Ī▒┌╣▄ŠėČÓŻ®Ūęī¦(d©Żo)▒P▀ģŠēć└(y©ón)ųž─źōpūāĄ├╝ŌõJŻ¼ī¦(d©Żo)ų┬Įī┘┴„╚ļĪŻ
4) ├½╣▄┤®▓╗═Ė «a(ch©Żn)╔·Ą─įŁę“╩Ū▄ł▌ü│÷┐┌Č╦─źōpć└(y©ón)ųžŻ¼═Ųäė╣▄┼„Ż»├½╣▄Ū░▀M(j©¼n)Ą──”▓┴┴”į┌┤®┐ūĮY(ji©”)╩°Ą─╦▓ķg▓╗ūŃęį═Ųäė╣▄┼„┤®▀^ĒöŅ^įņ│╔┤®▓╗═ĖĪŻ
5) ├½╣▄╬▓▓┐┤®┴č «a(ch©Żn)╔·Ą─įŁę“╩Ū┤®┐ū▒Ī▒┌╣▄ĢrŻ¼į┌ÆüõōļAČ╬ė╔ė┌├½╣▄Ą─ČČäė╩╣Įī┘ĖZ▀M(j©¼n)▄ł▌ü┼cī¦(d©Żo)▒PĄ─ķgŽČųąŻ¼īó├½╣▄╬▓▓┐╦║┴čĪŻ┤╦ĘN╣ż╦ć╩┬╣╩ČÓ«a(ch©Żn)╔·į┌Ħī¦(d©Żo)▒PĄ─┤®┐ūÖCĮMĪŻ
┤®┐ū┘|(zh©¼)┴┐ 72. ą▒▄ł┤®┐ū│ŻęŖĄ─┘|(zh©¼)┴┐╚▒Ž▌ėą──ą®Ż┐ 1)
├½╣▄▒┌║±▓╗Š∙ ī¦(d©Żo)ų┬├½╣▄▒┌║±▓╗Š∙Ą─ų„ę¬įŁę“ėąŲ▀ŚlŻ©╣▄┼„╝ė¤ß▓╗Š∙ĪóČ©ą─┐ūŲ½Īóū¾ėųī¦(d©Żo)▒P▓╗ī”ĘQĪóĒöŚUÅØŪ·Īó▄łŠĆ▓╗š²ĪóČ©ą─ŠiąĪ┤“ķ_▓╗┤¾╝░š{(di©żo)š¹ĘĮĘ©▓╗«ö(d©Īng)?sh©┤)╚Ż®ŲõųąŻ¼ų„ę¬ėą╚²ŚlŻ║a. ╣▄┼„╝ė¤ß▓╗Š∙Īób. ╚²▌üČ©ą─ąĪ┤“ķ_ķ_┐┌Č╚▀^┤¾Īóc. ▄łŠĆ▓╗š²ĪŻ a)
╣▄┼„╝ė¤ß▓╗Š∙ ╣▄┼„╝ė¤ß▓╗Š∙įņ│╔Ą─├½╣▄▒┌║±▓╗Š∙▒╚▌^╚▌ęū░l(f©Ī)¼F(xi©żn)Ż¼▌^ų▒ė^ĪŻ┐╔ų▒Įė┐┤├½╣▄╩Ūʱ▌^ų▒Ż¼├½╣▄═©¾w╩Ūʱėą┬▌ą²ĀŅĄ─ĻÄ░Ą├µ,ŅA(y©┤)Ę└Ą─ėąą¦▐kĘ©╩ŪĖ∙ō■(j©┤)▓─┘|(zh©¼)Ą─▓╗═¼Ęųäeł╠(zh©¬)ąą▓╗═¼Ą─╝ė¤ßųŲČ╚ĪŻ b)
╚²▌üČ©ą─ąĪ┤“ķ_ķ_┐┌Č╚Ą─┤¾ąĪ ┤╦ųĄ▒Ē╩Š├½╣▄į┌═©▀^Č©ą─▌üĢrŻ¼Č©ą─▌ü┼cĒöŚUųąą─Ą─ŠÓļx, ░┤šš┐ūą═║═ęÄ(gu©®)Ė±Ą─▓╗═¼Ż¼┤╦ųĄę▓▓╗═¼ĪŻąĶ▓╗öÓš{(di©żo)š¹ĪŻ└Ēšōę¬Ū¾╩ŪŲõā╚(n©©i)łAų▒ÅĮĄ╚ė┌├½╣▄═ŌÅĮ╝ė10Ī½12MMĪŻĄ½╔·«a(ch©Żn)ųąų╗£y┴┐ĒöŚU┼c╚²▌üĄ─ŠÓļxĪŻė╔ė┌ÖCąĄĄ─čb┼õŠ½Č╚║═š{(di©żo)š¹įŁę“ĪŻ┤╦ųĄę▓╠Äė┌ūā╗»ųąŻ¼╠žäe╩ŪĄ┌ę╗ĪóČ■╝▄╚²▌üČ©ą─Ą─ąĪ┤“ķ_ųĄĒÜĮø(j©®ng)│Ż£y┴┐Ż¼Ę└ų╣Ųõūā╗»ĪŻ
c)
▄łŠĆ▓╗š² ▄łŠĆ▓╗š²Ą─ś╦(bi©Īo)£╩(zh©│n)╩Ūīóų▒ĒöŚU╔ņĄĮ╔ŽŽ┬▄ł▌üų«ķg,Č©ą─▌ü▒¦╦└,£y┴┐ĒöŅ^┼cā╔▌üĄ─ķgŠÓ,
░l(f©Ī)¼F(xi©żn)ŠÓļx▓╗Ą╚Ģr,Š═šf├„▄łŠĆ▓╗š²ĪŻ▀@Ģr,╩ūŽ╚┐╝æ]▄ł▌üĄ─╬╗ų├╩ŪʱŽÓĄ╚ĪŻ╚¶ŽÓĄ╚Ą─įÆ,Š═ę¬┐╝æ]╚²▌üČ©ą─ĮM│╔Ą─▄łųŲŠĆ╩Ūʱį┌ę╗ŚlŠĆ╔ŽĪŻėąĢr£y┴┐╚²▌üČ©ą─ąĪ┤“ķ_Ģr,╚²éĆ▌üöĄ(sh©┤)ųĄČ╝ŽÓĄ╚,┐╔▄łųŲŠĆŠ═╩Ū▓╗š²ĪŻ▀@ĢrŠ═ę¬ė^▓ņš{(di©żo)š¹ŲõųąĄ─ę╗╝▄╗“Č■╝▄Ą─ųąą─ŠĆĪŻ 2)
ā╚(n©©i)▒Ē├µĮY(ji©”)░╠ ×ķ┴╦ūĶų╣┐šÜŌ▀M(j©¼n)╚ļ├½╣▄ā╚(n©©i)Ż¼░l(f©Ī)╔·č§╗»Ę┤æ¬(y©®ng)ĪŻį┌├½╣▄čė╔ņŪ░Ż¼║▄ČÓÖCĮMČ╝įO(sh©©)┴ó┴╦│²č§╗»ŽĄĮy(t©»ng)Ż¼Ž“├½╣▄ā╚(n©©i)┤Ą╚÷┼╔░Ż¼Ė▀£ž┼╔░─▄╩╣č§╗»ĶFŲż├ō┬õŻ¼į┘ė├Ą¬ÜŌīóŲõÜłėÓ╬’║═č§╗»ĶFŲżę╗═¼┤Ąū▀,╚¶┼╔░Ą─┴┐╝░Ą¬ÜŌē║┴”▓╗Ųź┼õ╚▌ęūį┌ā╚(n©©i)▒Ē├µ«a(ch©Żn)╔·ĮY(ji©”)░╠ĪŻĘ└ų╣┤╦ĘN╚▒Ž▌«a(ch©Żn)╔·Ą─▐kĘ©╩ŪŲź┼õ║├Č■š▀Ą─▒╚└²ĻP(gu©Īn)ŽĄĪŻ 3) ā╚(n©©i)š█ ┤®┐ū▀^│╠ųąŅA(y©┤)Ž╚ą╬│╔┐ūŪ╗Ż¼┐ūŪ╗ā╚(n©©i)Įī┘▒╗č§╗»Ż¼į┌╦▄ūā▀^│╠ųą▓╗─▄▒╗║Ė║ŽČ°ą╬│╔ā╚(n©©i)š█ĪŻų„ę¬ėąę“Č©ą─įņ│╔Ą─╬╗ė┌├½╣▄Ū░Č╦Ą─Č©ą─ā╚(n©©i)š█Ż¼įŁę“╩ŪČ©ą─ø_Ņ^ķ_┴čŻ¼į┌Č©ą─┐ūā╚(n©©i)▒Ē├µą╬│╔░╝└ŌŻ¼┤®┐ūĢrįņ│╔╣▄Ņ^▓┐ā╚(n©©i)š█ĪŻŲõ╦³ą╬╩Į▀Ćėąę“┐ūŪ╗ą╬│╔ŲŲ┴čč§╗»║¾ą╬│╔Ą─ā╚(n©©i)š█Ż╗ėąę“╝ė¤ß£žČ╚Ų½Ė▀Ż©╔§ų┴▀^¤ßŻ®╗“ ┤®┐ū£ž╔²▀^Ė▀Č°ą╬│╔Ą─³S║ų╔½┤¾„[Ų¼ĀŅā╚(n©©i)š█Ż╗ėąę“╝ė¤ß£žČ╚Ą═Ż¼ę¦╚ļ└¦ļyŻ¼╝ė┤¾ĒöŪ░ē║Ž┬┴┐Č°ą╬│╔Ą─╝Ü(x©¼)„[Ų¼ĀŅā╚(n©©i)š█Ż╗ėąę“╩╣ė├ŲŲōpĒöŅ^╗“š│ĮY(ji©”)Įī┘Č°ą╬│╔Ą─ā╚(n©©i)┬▌ą²╣╬é¹ĀŅā╚(n©©i)š█Ą╚ĪŻ 73. ā╚(n©©i)š█«a(ch©Żn)╔·Ą─ų„ę¬įŁę“╩Ū╩▓├┤Ż┐ «a(ch©Żn)╔·ā╚(n©©i)š█╚▒Ž▌Ą─ų„ę¬ę“╦žėąęįŽ┬ÄūĘĮ├µŻ║
1) ╣▄┼„┘|(zh©¼)┴┐. └Ēšō║═īŹ█`ūC├„Ż¼▀BĶT┼„Ą─ųą▓┐æ¬(y©®ng)įō╩Ķ╦╔Ūę├µĘe▌^┤¾Ż¼╚¶ųą▓┐╩Ķ╦╔ģ^(q©▒)ąĪĄ─įÆŻ¼šf├„ų∙ĀŅŠ¦░l(f©Ī)▀_(d©ó)Ż¼▀@śėĮī┘ūāą╬ĢrŠ═╚▌ęū«a(ch©Żn)╔·ā╚(n©©i)š█╚▒Ž▌ĪŻ┴Ē═Ō╣▄┼„╚¶│÷¼F(xi©żn)▀B└m(x©┤)Ą─┐s┐ūę▓╚▌ęū«a(ch©Żn)╔·ā╚(n©©i)š█╚▒Ž▌ĪŻ
2) ╝ė¤ß┘|(zh©¼)┴┐ ╝ė¤ß┘|(zh©¼)┴┐Ą─▓╗║├Ģ■ė░Ēæ╦▄ąįūāą╬─▄┴”Ą─ĮĄĄ═║═▓╗Š∙ĪŻ£žČ╚Ų½Ė▀╦∙ę²ŲĄ─┐╣ŲŲ─▄┴”Ą─Ž┬ĮĄŻ╗£žČ╚▀^Ą═╦∙ę²ŲĄ─ūāą╬┐╣┴”╝░ū„ė├ė┌ąŠ▓┐Ą─╝¶æ¬(y©®ng)┴”Ą─╠ßĖ▀ęį╝░£žČ╚▓╗Š∙╦∙ą╬│╔Ą─┐╣ŲŲöÓ─▄┴”Ą─▒Ī╚§³cČ╝ėą└¹ė┌┤®┐ū▀^│╠ųąā╚(n©©i)š█╚▒Ž▌Ą─ą╬│╔ĪŻ
3) ─źōpć└(y©ón)ųžĄ─▄łųŲ╣żŠ▀ ▄łųŲ╣żŠ▀ų„ę¬ėą▄ł▌ü║═ĒöŅ^ĪŻ┤®┐ū▌ü─źōp║¾Ż¼ę¦╚ļČ╬ūāĄ├ŲĮ╗¼Ż¼ę“┤╦╝ėųž┴╦ūāą╬Ęų┼õĄ─▓╗Š∙Ż¼ĮĄĄ═┴╦╣▄┼„┼c▄ł▌üķgĄ──”▓┴┴”Ż¼į÷┤¾┴╦ĒöŅ^Ą─▌SŽ“ūĶ┴”╝░├½╣▄Ą─▌SŽ“╗¼ęŲŻ¼į÷╝ė┴╦ĒöŅ^Ū░╝░ūāą╬ģ^(q©▒)ā╚(n©©i)Ę┤Å═(f©┤)ē║┐s┼c▌Ü▄ł┤╬öĄ(sh©┤)Ż¼ę“Č°Ė³╚▌ęūį┌┤®┐ūųąą╬│╔┐ūŪ╗╝░ŲŲ┴čČ°ą╬│╔ā╚(n©©i)š█ĪŻć└(y©ón)ųž─źōp╗“╩Ūš│ĮY(ji©”)┴╦Įī┘Ą─ĒöŅ^Ż¼ätĢ■äØé¹├½╣▄Ą─ā╚(n©©i)▒Ē├µČ°ą╬│╔ā╚(n©©i)š█ĪŻ
4) š{(di©żo)š¹ģóöĄ(sh©┤)š{(di©żo)š¹▓╗«ö(d©Īng) š{(di©żo)š¹ģóöĄ(sh©┤)▓╗«ö(d©Īng)Ż¼╚ńĒöŅ^Ū░╔ņ┴┐▀^ąĪĪó▄ł▌ü▐D(zhu©Żn)╦┘Ė▀Ż¼āAĮŪąĪ╦∙įņ│╔╣▄┼„į┌ĒöŪ░ē║┐s┤╬öĄ(sh©┤)ČÓŻ¼Č╝ėą└¹ė┌┐ūŪ╗║═ā╚(n©©i)š█Ą─ą╬│╔ĪŻ 74. ╣▄┼„╚▒Ž▌┼c├½╣▄┘|(zh©¼)┴┐Ą─ĻP(gu©Īn)ŽĄŻ┐ ╣▄┼„╔Ž╚╬║╬╚▒Ž▌Č╝Ģ■ĦĄĮõō╣▄╔ŽŻ¼Č°▀@ą®╚▒Ž▌═∙═∙Ģ■įņ│╔æ¬(y©®ng)┴”╝»ųąŻ¼═©▀^╦▄ūā?n©©i)▒Ž▌Ģ■╝ė╔ŅĪó╝ėķLĪŻ
ė░Ēæõō╣▄┘|(zh©¼)┴┐Ą─ų„ę¬ę“╦ž╩Ūā╚(n©©i)═Ō▒Ē├µ╚▒Ž▌Ż¼Ųõų„ꬹ╬╩Įėą░l(f©Ī)╬─Īó┴č╝yĪóš█»B║═ĮY(ji©”)░╠Ą╚ĪŻ
╣▄┼„Ą─▒Ē├µ╚▒Ž▌╩ŪųĖ▒Ē├µ║═┐┐Į³▒Ē├µĄ─╚▒Ž▌ĪŻ╚ń╣¹╚▒Ž▌╔ŅČ╚▓╗│¼▀^0.7MMŻ¼▀@ĘN╚▒Ž▌╩Ūø]ėą╬ŻļUĄ─ĪŻ ┤¾┴┐╔·«a(ch©Żn)īŹ█`ūC├„Ż¼╣▄ūėā╚(n©©i)═Ō▒Ē├µĄ─╚▒Ž▌│Ż│Ż╩Ūė╔ĘŪĮī┘ŖAļs╬’Ą─Š█╝»įņ│╔Ą─ĪŻ▀@╩Ūę“×ķ«ö(d©Īng)▀M(j©¼n)ąą¤ß╦▄ąįūāą╬ĢrŻ¼ė╔ė┌ĘŪĮī┘ŖAļs╬’▓╗─▄│ą╩▄┤¾Ą─╦▄ąįūāą╬Ż©╠žäe╩Ū┤®┐ūūāą╬Ż®Ż¼Įī┘Ą─ų┬├▄ąį╩▄ĄĮŲŲē─ĪŻėąĢrät╩Ūę╗ą®ĘŪĮī┘ŖAļs╬’Ęų▓╝į┌Š¦Įń╔ŽŻ¼Å─Č°£p╚§┴╦Š¦┴ŻķgĄ─┬ō(li©ón)ŽĄĪŻ
Ż¬ŲżŽ┬ÜŌ┼▌ų„ę¬Ęų▓╝į┌┐┐Į³õōÕV═Ō▒Ē├µĄ─ā╚(n©©i)īėŻ¼▀@ą®ÜŌ┼▌į┌╝ė¤ßĢr╚ń▒╗č§╗»Ż¼═©▀^ķ_┼„║═į·ųŲ╣▄┼„ĢrÜŌ┼▌▓╗─▄║Ė║ŽŻ¼▓╗č§╗»Ą─ät─▄▒╗║Ė║ŽŻ¼▀@øQČ©ė┌ÜŌ┼▌Ą─┤¾ąĪĪóČÓ╔┘ęį╝░╩Ūʱ║══Ō▓┐ž×═©ĪŻ
Ż¬ĘŪĮī┘ŖAļs╬’ą╬│╔š█»B║═ļxīėŻ¼▀@ą®ĄžĘĮ┤¾ČÓč§╗»╬’║═╣Ķ╦ß¹}Š█╝»ĪŻ Ż¬ėą║”į¬╦ž╔ķĪóŃUĪóÕaĪóõRĪóŃG║▄╚▌ęū«a(ch©Żn)╔·ā╚(n©©i)═Ō▒Ē├µ╚▒Ž▌ĪŻ |
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|