¨Θ‰I(y®®)…ζ°a(ch®Θn)Ϋ¦(j®©ng)†IΚœΫπδ™Ιή
ΙΪΥΨδ™Ιή§F(xi®Λn)Ί¦ΌY‘¥ΝΩ¥σΓΔ“é(gu®©)ΗώΐR»ΪΓΔΌ|(zh®§)Éû(y®≠u)ÉrΒΆ
ΙΪΥΨδ™Ιή§F(xi®Λn)Ί¦ΌY‘¥ΝΩ¥σΓΔ“é(gu®©)ΗώΐR»ΪΓΔΌ|(zh®§)Éû(y®≠u)ÉrΒΆ
<fieldset id="iws6e"></fieldset>
<cite id="iws6e"></cite>
<strike id="iws6e"></strike>
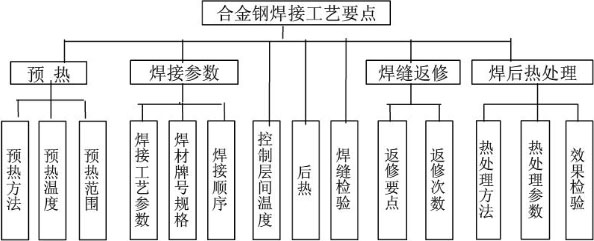
ΗΏâΚ’τΤϊ³”ΝΠΙήΒά÷ΤΉς≈cΑ≤―b ©ΙΛΖΫΑΗΘ§LNGμ½ΡΩ
ΡΩδ¦
“ΜΓΔΙΛ≥ΧΗ≈ ω
ΕΰΓΔ ©ΙΛΙΛΥ΅≥Χ–ρ
»ΐΓΔ ©ΙΛΖΫΖ®ΓΔΦΦ–g(sh®¥)¥κ ©
ΥΡΓΔΌ|(zh®§)ΝΩ±ΘΉC¥κ ©
ΈεΓΔ÷ς“Σ ©ΙΛôCΨΏ“Μ”[±μ
ΝυΓΔΑ≤»ΪΦΦ–g(sh®¥)¥κ ©
’ΐΈΡι_ Φ
“ΜΓΔΙΛ≥ΧΗ≈ ω
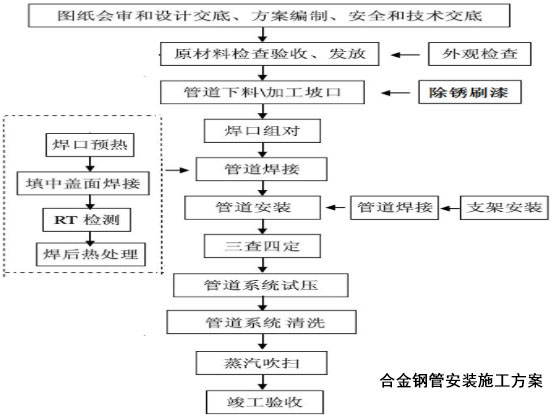
ΓΓΓΓΗΏâΚ’τΤϊ³”ΝΠΙήΒάμ½ΡΩΏx»ΓΚœΫπδ™ΙήΘ§≤ΡΌ|(zh®§)/δ™Χ•/≈ΤΧ•/δ™Φâ 12Cr1MoVGΘ§“é(gu®©)Ηώûι Π’355.6ΓΝ 38mm, ιLΕ»Φsûι120mΓΘ
Ψé÷Τ“ά™ΰ(j®¥)ΘΚ
ΓΕΙΛ‰I(y®®)Ϋπ¨ΌΙήΒάΙΛ≥Χ ©ΙΛΦΑρû ’“é(gu®©)ΖΕΓΖ GB 50184-2011
ΓΕ§F(xi®Λn)àω‘O(sh®®)²δΓΔΙΛ‰I(y®®)ΙήΒάΚΗΫ”ΙΛ≥Χ ©ΙΛΦΑρû ’“é(gu®©)ΖΕΓΖ GB 50236-98
ΓΕ ·Μ·ψtψfδ™ΙήΚΗΫ”“é(gu®©)≥ΧΓΖ SH3520-91
ΓΕΙήΦή‰Υ€ àDΓΖ HG/T 21629-1999
ΕΰΓΔ ©ΙΛΙΛΥ΅≥Χ–ρ
»ΐΓΔ ©ΙΛΖΫΖ®ΓΔΦΦ–g(sh®¥)¥κ ©
1ΓΔ ©ΙΛ€ ²δ
1.1ΓΔΙήά»δ™ΫY(ji®Π)‰΄(g®Αu)“‘ΦΑœ¬¨”ΙήΒά“―Α≤―bΨΆΈΜ§F(xi®Λn)àω“―Ϋ¦(j®©ng)ΨΏ²δΗΏâΚΙήΒά ©ΙΛ½lΦΰΓΘ
1.2ΓΔ‘O(sh®®)”΄ΦΑΤδΥϋΦΦ–g(sh®¥)ΈΡΦΰΐR»Ϊ ©ΙΛàDΦà“―Ϋ¦(j®©ng)Ή‘¨èΓΔïΰ¨è≤ΔΏM––àDΦà‘O(sh®®)”΄ΫΜΒΉΓΘ
1.3ΓΔΚœΫπδ™ΙήΒά ©ΙΛ≤ΡΝœΓΔ³Ύ³”ΝΠΓΔôCΨΏΐR»ΪΓΔ ©ΙΛ≠h(hu®Δn)Ψ≥ΖϊΚœ“Σ«σ ©ΙΛ”ΟΥ°ΓΔκäΒ»Ω…“‘ùMΉψ–η“Σ≤ΔΡή±ΘΉCΏBάm(x®¥) ©ΙΛΓΘ
1.4ΓΔ ©ΙΛΖΫΑΗ“―Ϋ¦(j®©ng)≈ζ€ ≤ΔœρΑύΫMΏM––ΫΜΒΉΓΘ
1.5ΓΔΫMΩ½ΑύΫM»ΥÜT λœΛàDΦàΦΑΥυàΧ(zh®Σ)––ΒΡΦΦ–g(sh®¥)“é(gu®©)ΖΕΓΘ
2ΓΔ≤ΡΝœρû ’ΓΔôzρû≈cΙήάμ
2.1ΓΔΥυ”–ΒΡΚœΫπδ™ΙήΒάΓΔΙήΦΰΓΔιyιTΨΏ”–÷Τ‘λèSΒΡΚœΗώΉCΟςïχÉ»(n®®i)»ίΐR»Ϊ«“±Ίμö≈c‘O(sh®®)”΄“Σ«σœύ“Μ÷¬ΓΘ
2.2ΓΔΙήΉ”ΓΔΙήΦΰΓΔιyιT‘Ύ Ι”Ο«ΑëΣ(y®©ng)ΏM––Άβ”^ôz≤ιΤδ±μΟφëΣ(y®©ng)ΖϊΚœœ¬Ν–“Σ«σΘΜ
AΓΔüoΝ―ΦyΓΔΩsΩΉΓΔäA‘ϋΓΔ’έΒϋΓΔ÷ΊΤΛΒ»»±œίΓΘ»κéλΒΡ≤ΡΝœ“ΣΖ÷“é(gu®©)ΗώΓΔ–ΆΧ•ΓΔ≤ΡΌ|(zh®§)/δ™Χ•/≈ΤΧ•/δ™ΦâΕ―Ζ≈≤Δ£λ≈Τ Ψ“βΓΘ
BΓΔüo≥§Ώ^±ΎΚώΊ™ΤΪ≤νΒΡδPΈgΓΔΑΦœίΦΑΤδΥϊôC–Β™p²ϊΓΘ
CΓΔΚœΫπδ™ΙήΒάΓΔΙήΦΰΒ»≤ΡΝœ…œëΣ(y®©ng)”–Οςο@ΒΡ≤ΡΌ|(zh®§)/δ™Χ•/≈ΤΧ•/δ™ΦâΓΔ†t≈ζΧ•Β»‰Υ”¦ΓΘΆβ”^ôzρûΚœΗώΒΡΚœΫπδ™ΙήΒάΓΔΙήΦΰ»κéλ«ΑëΣ(y®©ng)ΥΔΦt…Ϊ…Ϊ‰ΥΓΘ
2.3ΓΔΖ®ΧmΟήΖβΟφëΣ(y®©ng)ΤΫ’ϊΙβùç≤ΜΒΟ”–ΟΪ¥ΧΦΑΊûΆ®ΒΡèΫœρ€œ≤έΓΘ¬ίΥ®ΦΑ¬ίΡΗΒΡ¬ίΦyëΣ(y®©ng)Άξ’ϊüo²ϊΚέΓΔΟΪ¥ΧΒ»»±œί¬ίΥ®≈c¬ίΡΗëΣ(y®©ng)≈δΚœΝΦΚΟüoΥ…³”ΜρΩ®ù≠§F(xi®Λn)œσΓΘ
2.4ΓΔΚœΫπδ™ΙήΒάΦΑΤδΫM≥…Φΰ‘Ύ Ι”Ο«ΑΏM–– 100%ΙβΉVΖ÷ΈωΤδΖ÷ΈωΫY(ji®Π)Ιϊ±Ίμö≈c≤ΡΝœΌ|(zh®§)ΝΩΉCΟςΈΡΦΰ“Μ÷¬ΓΘ
2.5ΓΔ≤ΡΝœνI(l®Ϊng)”Ο±ΘΙήÜTΑ¥ÜΈΨÄàDΑl(f®Γ)Νœ≤ΔΉωΚΟνI(l®Ϊng)”Ο”¦δ¦νI(l®Ϊng)”Ο»ΥΚûΉ÷ΐR»ΪΓΘ
2.6ΓΔ ©ΙΛ»ΥÜT°îΧλ”Ο≤ΜΆξΒΡ≤ΡΝœ“ΣΦΑïrΜΊ ’ΉωΚΟ‰Υ”¦ΆΉ…Τ±ΘΙή΅άΖάΜρΜλœΐΓΘ
2.7ΓΔ΅ä…Α≥ΐδPΏ_ΒΫüoδPΑΏΓΔ―θΜ·ΤΛΒ»κsΈοΘ§≥ΐδPΒ»ΦâΏ_ΒΫ Sa2.5 ΅χ‰ΥΘΜ
2.8ΓΔΥΔΒΉΤαΕΰΒάΘ§”ΆΡΛΚώΕ»ëΣ(y®©ng)Ώ_ΒΫ“é(gu®©)Ε®Υυ–η“ΣΚώΕ»Γί 40ΠΧ mΓΘΘΜ
2.9ΓΔ΅ä…ΑΚσΘ§ΙήÉ»(n®®i)ëΣ(y®©ng)¨Δ”ΆΈέΓΔκsΈοΓΔΥι ·Β»«εάμΗ…ÉτΓΘ
3ΓΔΙήΒάœ¬ΝœΚΆΤ¬ΩΎΦ”ΙΛ
3.1ΓΔΚœΫπδ™ΙήΒά«–Ηνœ¬Νœ«Α±Ίμö¥_’J≤ΡΝœ“―Ϋ¦(j®©ng)Ϋ¦(j®©ng)Ώ^ΙβΉVôzρûΚœΗώ≤Δ«“Υυ”ΟΙήΉ”ΓΔΙήΦΰΒ»ΒΡ≤ΡΝœΒ»ΦâΦΑ≤ΡΌ|(zh®§)/δ™Χ•/≈ΤΧ•/δ™Φâ“Σ≈càDΦà“Μ÷¬ΓΘ
3.2ΓΔΙήΒά«–Ηνœ¬Νœ«ΑëΣ(y®©ng)ΦΑïrΉωΚΟ≤ΡΌ|(zh®§)/δ™Χ•/≈ΤΧ•/δ™Φâ‰Υ”¦ΒΡ“Τ÷≤Ζά÷Ι≤ΡΝœΜλ¹yΓΘ
3.4ΓΔΚœΫπδ™ΙήΒά≤…”Ο―θ““»≤―φ«–ΗνΙήΉ”«–ΗνΚσ«–ΩΎ≤ΩΖ÷ëΣ(y®©ng)Ντ”–Φ”ΙΛ”ύΝΩ≤Δ«ε≥ΐ»έ‘ϋΓΔ―θΜ·ΤΛ≤Δ¨Δ±μΟφΑΦΆΙ≤ΜΤΫΧé¥ρΡΞΤΫ’ϊΓΘ
3.5ΓΔΚœΫπδ™ΙήΒάΤ¬ΩΎΦ”ΙΛΚσëΣ(y®©ng)¨ΠΤ¬ΩΎΏM––Άβ”^ôz≤ιΤ¬ΩΎ±μΟφ≤ΜëΣ(y®©ng)”–Ν―ΦyΓΔΖ÷¨”Β»»±œίΓΘ±Ί“ΣïrΏM––±μΟφ PTôz≤ιΓΘ
3.6ΓΔΚœΫπδ™ΙήΒάΤ¬ΩΎΒΡ÷Τ²δΚΗΫ”Τ¬ΩΎÖΔ’’œ¬±μΓΘ
ΉΔΤ¬ΩΎΒΡΌ|(zh®§)ΝΩëΣ(y®©ng)ΖϊΚœœ¬Ν–“Σ«σ
ΔΌ ±μΟφΤΫ’ϊ≤ΜΒΟ”–Ν―ΦyΓΔ÷ΊΤΛΓΔΟΪ¥ΧΓΔΆΙΑΦΩsΩΎ
ΔΎ «–Ην±μΟφΒΡ»έ‘ϋΓΔ―θΜ·ΈοΒ»ëΣ(y®©ng)”η“‘«ε≥ΐ
Δέ ΕΥΟφÉA–±ΤΪ≤νûιΙήΉ”ΆβèΫΒΡ 1%ΒΪ≤ΜΒΟ≥§Ώ^ 2mm
Δή Τ¬ΩΎ≥Ώ¥γΚΆΫ«Ε»ëΣ(y®©ng)ΖϊΚœ“Σ«σΓΘ
Δί ¥ρΡΞΗ…ÉτΚσΘ§Τ¬ΩΎΧéëΣ(y®©ng)§F(xi®Λn)±Ψ…ΪΙβù…«“üoδPέEΓΘ
3.7ΓΔΥυ”–ΙήΒά«–ΗνΆξ°ÖΚσ ëΣ(y®©ng)ΦΑïrΉωΚΟ≤ΡΌ|(zh®§)/δ™Χ•/≈ΤΧ•/δ™Φâ‰Υ”¦ Ζά÷ΙΜλ¹yΓΘ
3.8ΓΔΙήΒάνA(y®¥)÷Τ±ΊμöΩΦë]Ώ\ίîΚΆΑ≤―bΒΡΖΫ±ψΝτ”–’{(di®Λo)’ϊΜνΩΎΓΘ
4ΓΔΙήΒάΫM¨Π
4.1ΓΔ ΙήΩΎΫM―b«ΑëΣ(y®©ng)¨ΔΚΗΩΎ±μΟφΦΑÉ»(n®®i)Άβ±Ύ«εάμΗ…Éτ÷±÷ΝΑl(f®Γ)≥ωΫπ¨ΌΙβù…ΟΩ²»(c®®)«εάμΖΕ΅ζ 20mm“‘…œΘ§ΙήÉ»(n®®i)≤Μ‘ ‘S”–κsΈοΚΆ”ΆΈέΓΘ
4.2ΓΔ ΙήΉ”ΙήΦΰΫM¨Πïr±Ίμö±ΘΉCÉ»(n®®i)±ΎΤΫ’ϊΤδÉ»(n®®i)±ΎεeΏÖΝΩ≤Μ¥σ”ΎΙήΒά±ΎΚώΒΡ 10%«“≤Μ¥σ”Ύ 1mmΓΘ
4.3ΓΔ÷ßΙή≈c÷ςΙήΒΡ÷––ΡôMœρΤΪ≤ν≤Μ≥§Ώ^Γά 1.5mmΓΘ
4.4ΓΔΖ®Χm¬ίΥ®ΩΉ¨ΠΖQΥ°ΤΫΕ» ΤΪ≤ν≤Μ≥§Ώ^Γά 1.6mmΓΘ
4.5ΓΔΙήΒάΫM¨ΠïrΕ®ΈΜΚΗΩpëΣ(y®©ng)ΖϊΚœ“‘œ¬“Σ«σ
Δ≈ Ε®ΈΜΚΗΚΗΙΛ±Ίμö≥÷ΉC…œçèΕ®ΈΜΚΗΚΗΫ”ΙΛΥ΅±Ίμö≈c’ΐ ΫΚΗΫ”ΒΡΚΗΫ”ΙΛΥ΅œύΆ§ΓΘ
ΔΤ Ε®ΈΜΚΗΚΗΩpιLΕ»ëΣ(y®©ng)‘Ύ 10~20mm «“ΚΗΩpΚώΕ»Γή 6mmΓΘΕ®ΈΜΚΗ≤Φ÷ΟëΣ(y®©ng)Ψυ³ρΓΘ
Δ« Ε®ΈΜΚΗΚΗΫ”±ΊμöΑ¥’’’ΐ ΫΚΗΫ”œύΆ§ΙΛΥ΅ΏM––ΚΗΫ”νA(y®¥)üα«“»ΓνA(y®¥)üαΖΕ΅ζΒΡΉν¥σ÷Β 300 ΓψνA(y®¥)üαΖΕ΅ζèΡΚΗΩp÷––ΡœρÉ…²»(c®®)Ης≤Μ–Γ”Ύ 3 ±Ε±ΎΚώ«“≤Μ–Γ”Ύ 100mmΓΘ
4.6ΓΔΙήΒάΫM¨ΠΕ®ΈΜΩ®ΨΏ≈cΚœΫπδ™ΡΗ≤ΡΚΗΫ”ïrëΣ(y®©ng)Ήώ Ί“‘œ¬“é(gu®©)Ε®
Δ≈ Ω®ΨΏΚΗΫ”≤ΡΝœΓΔΚΗΫ”ΙΛΥ΅ëΣ(y®©ng)≈c’ΐ ΫΚΗΫ”œύΆ§ΓΘ
ΔΤ Ω®ΨΏΚΗΫ”±ΊμöΑ¥’’’ΐ ΫΚΗΫ”œύΆ§ΙΛΥ΅ΏM––ΚΗΫ”νA(y®¥)üα «“»ΓνA(y®¥)üαΖΕ΅ζΒΡΉν¥σ÷Β 300ΓψνA(y®¥)üαΖΕ΅ζèΡΚΗΩp÷––ΡœρÉ…²»(c®®)Ης≤Μ–Γ”Ύ 3 ±Ε±ΎΚώ«“≤Μ–Γ”Ύ 100mmΓΘ
Δ« Ω®ΨΏΒΡ≤π≥ΐ±Ίμö‘ΎüαΧéάμ÷°«ΑΆξ≥…ΓΘ≤π≥ΐïr Ι”Ο―θ““»≤Μπ―φ«–ΗνΜρ…ΑίÜ«–Ην≤ΜΒΟ≤…”ϫϥρΖ®»Ξ≥ΐ“‘Οβ™p²ϊΡΗ≤ΡΜρ°a(ch®Θn)…ζΝ―ΦyΓΘ
Δ» Ω®ΨΏ»Ξ≥ΐΚσëΣ(y®©ng)–όΡΞΚΗΩp≤ΔΏM––±μΟφùBΆΗôz€yΓΘ
4.7ΓΔ νA(y®¥)÷ΤΒΡΙήΕΈëΣ(y®©ng)ΨΏ”–Ήψâρ³²–‘ ±Ί“ΣïrΩ…ΏM––Φ”ΙΧνA(y®¥)÷ΤΆξ°ÖΚσÉ»(n®®i)≤Ω«εάμΗ…ÉτΙήΩΎΖβι]Κσ¥φΖ≈¥ΐΑ≤―bΓΘ
5ΓΔ÷ßΒθΦή÷ΤΉςΓΔΑ≤―b
5.1ΓΔ÷ßΒθΦή–Ά ΫΓΔ≤ΡΌ|(zh®§)/δ™Χ•/≈ΤΧ•/δ™ΦâΓΔΦ”ΙΛ≥Ώ¥γΦΑΚΗΫ”ΖϊΚœ‘O(sh®®)”΄“Σ«σΓΘ
5.2ΓΔΚΗΩpΏM––Άβ”^ôz≤ι≤ΜΒΟ”–¬©ΚΗΓΔ«ΖΚΗΓΔ“ß»βΒ»»±œίΓΘ
5.3ΓΔΙήΒάΑ≤―bïrëΣ(y®©ng)ΦΑïrΏM––÷ßΒθΦήΒΡΙΧΕ®ΚΆ’{(di®Λo)’ϊΈΜ÷ΟëΣ(y®©ng)’ΐ¥_Α≤―bΤΫ’ϊάΈΙΧ≈cΙήΉ”Ϋ””|ΝΦΚΟΓΘ
5.4ΓΔ¨ß(d®Θo)œρ÷ßΦήΜρΜ§³”÷ßΦήΒΡΜ§³”ΟφëΣ(y®©ng)ùçÉτ≤ΜΒΟ”–Άα–±ΓΔΩ®ù≠Β»§F(xi®Λn)œσΤδΑ≤―bΈΜ÷ΟëΣ(y®©ng)èΡ÷ß≥–Οφ÷––ΡœρΈΜ“ΤΖ¥œρΤΪ“ΤΤΪ“Τ÷ΒëΣ(y®©ng)ûιΈΜ“Τ÷ΒΒΡ“ΜΑκΜρΑ¥’’‘O(sh®®)”΄“Σ«σΑ≤―bΫ^üᨔ≤ΜΒΟΖΝΒKΤδΈΜ“ΤΓΘ
5.5ΓΔ÷ßΒθΦήè½Μ…ëΣ(y®©ng)‘ΎœΒΫy(t®·ng)Α≤―bΫY(ji®Π) χ«“±Θ€ΊΚσΖΫΩ…≤π≥ΐ≈RïrΙΧΕ®ΦΰΦΑè½Μ…δNίS≤ΔΑ¥‘O(sh®®)”΄’{(di®Λo)’ϊè½Μ…ΒΡâΚΩsΝΩΉς≥ω”¦δ¦ΓΘ
5.6ΓΔΥυ”–Μν³”÷ßΦήΒΡΜν³”≤ΩΖ÷Ψυ¬ψ¬Ε≤ΜΒΟ‘ΎΙήΉ”ΚΆ÷ßΦήιgΧν»ϊΡΨâKΓΘ
5.7ΓΔΙήΒάΑ≤―bïr≤Μ“Υ Ι”Ο≈Rïr÷ßΒθΦήΓΘ°î Ι”Ο≈Rïr÷ßΒθΦήïr≤ΜΒΟ≈c’ΐ Ϋ÷ßΒθΦήΈΜ÷Οœύ¦_ΆΜ≤ΔëΣ(y®©ng)‘O(sh®®)”–Οςο@‰Υ÷ΨΓΘ‘ΎΙήΒάΑ≤―bΆξ°ÖΚσëΣ(y®©ng)ΦΑïr≤π≥ΐΓΘ
5.8ΓΔ”–ΈΜ“ΤΒΡΙήΒάëΣ(y®©ng)‘ΎΊ™Κ…Ώ\––ïrëΣ(y®©ng)ΦΑïr¨Π÷ßΒθΦήΏM––ôz≤ιΚΆ’{(di®Λo)’ϊΓΘ
6ΓΔΚœΫπδ™ΙήΒάΚΗΫ”
6.1ΓΔΚœΫπδ™ΙήΒάΚΗΫ”≤…”ΟöεΜΓΚΗ¥ρΒΉΓΔ ÷ΙΛκäΜΓΚΗΧν≥δ…wΟφΓΘ
6.2ΓΔΚœΫπδ™ΙήΒάΚΗΫ”≤ΡΝœΏx”Ο“äœ¬±μ
| ΙήΒά≤ΡΌ|(zh®§)/δ™Χ•/≈ΤΧ•/δ™Φâ |
ΚΗΫz≈ΤΧ• |
ΚΗ½l≈ΤΧ• |
| 12Cr1MoVG |
TIG-R31 |
R317 |
6.3ΓΔΚΗ≤Ρ±ΊμöΨΏ”–Ό|(zh®§)ΝΩΉCΟςïχΕχ«“ôzρûμ½ΡΩΚΆΦΦ–g(sh®¥)÷Η‰ΥëΣ(y®©ng)ΖϊΚœ“é(gu®©)ΖΕ“Σ«σΓΘ
6.4ΓΔΚΗΫ” ©ΙΛ«Α±Ίμö“ά™ΰ(j®¥)“―Ϋ¦(j®©ng)≈ζ€ ΒΡΚΗΫ”ΙΛΥ΅‘uΕ®Ψé÷ΤΚΗΫ”ΙΛΥ΅“é(gu®©)≥ΧΓΘ
6.5ΓΔèΡ ¬ΙήΒάΚΗΫ”ΒΡΚΗΙΛ±Ίμö»ΓΒΟ ©ΚΗμ½ΡΩΒΡΚΗΫ”ΌYΗώΉCΓΘΚΗΙΛ±Ίμö΅άΗώΑ¥’’ΚΗΫ”ΙΛΥ΅“é(gu®©)≥Χ“é(gu®©)Ε®ΒΡΚΗΫ”ÖΔîΒ(sh®¥)ΏM–– ©ΚΗΓΘ
6.6ΓΔ ΚΗ½l Ι”Ο«ΑΑ¥’fΟςïχ“é(gu®©)Ε®ΏM––ΚφΗ…‘Ύ 350~380ΓψΚφΩΨ 1 –Γïr Ι”ΟΏ^≥Χ÷–±Θ≥÷Η…‘οΚΗ½lΚφΩΨ±Ίμö”–ΚφΩΨ”¦δ¦«“Αl(f®Γ)Ζ≈ΓΔΜΊ ’ΓΔνI(l®Ϊng)”Ο”¦δ¦ΐR»ΪΓΘ
6.7ΓΔΚφΚΟνI(l®Ϊng)≥ωΒΡΚΗ½l≥§Ώ^ 4 –ΓïrΈ¥ Ι”Ο±Ίμö÷Ί–¬ΚφΩΨ«“ΚφΩΨ¥ΈîΒ(sh®¥)≤ΜΒΟ≥§Ώ^É…¥ΈΓΘ
6.8ΓΔΚΗΫz Ι”Ο«Α«ε≥ΐ±μΟφΒΡ”ΆΈέΓΔδPΈgΒ»ΓΘ
6.9ΓΔΚœΫπδ™ΙήΒάΚΗΫ”“Σϋc
7ΓΔΙήΒάΚΗΫ”ΉΔ“β ¬μ½
7.1ΓΔΙήΉ”ΚΗΫ”ïrΕΥν^≤ΩΈΜëΣ(y®©ng)ΖβΕ¬Ζά÷Ι¥©ΧΟοL(f®Ξng)ΓΘ
7.2ΓΔΚΗΩΎΚΗΆξΚσ«εάμΗ…Éτ‘ΎΚΗΩΎΗΫΫϋΟς¥_‰Υ”¦ΚΗΙΛΧ•ΓΔΚΗΫ”»’ΤΎΓΘ
7.3ΓΔ≠h(hu®Δn)Ψ≥€ΊΕ»ΒΆ”Ύ 0ΓψΓΔ”ξ―©ΧλöβΓΔœύ¨ΠùώΕ»¥σ”Ύ 90Μρ ÷ΙΛΚΗοL(f®Ξng)ΥΌ¥σ”Ύ 8msΓΔöεΜΓΚΗοL(f®Ξng)ΥΌ¥σ”Ύ 2msïr≥ΐΖ«≤…»ΓΖάΉo¥κ © ( »γ¥νΖάοL(f®Ξng)ΓΔΖά”ξ≈οΜρ “É»(n®®i)Φ”üαΒ» ) Ζώ³t΅άΫϊ ©ΚΗΓΘ
7.4ΓΔ΅άΫϊ‘ΎΤ¬ΩΎΆβΒΡΡΗ≤Ρ±μΟφ“ΐΜΓΚΆ‘΅ρûκäΝς≤ΔΖά÷ΙκäΜΓ≤Ν²ϊΡΗ≤ΡΓΘ
7.5ΓΔΚœΫπδ™ΙήΒάΚΗ«ΑνA(y®¥)üα
Δ≈ 12CrMoVGΙήΒάΚΗΫ”±ΊμöΏM––ΚΗ«ΑνA(y®¥)üα , νA(y®¥)üα€ΊΕ»ΖΕ΅ζûι 200Γψ ~300o
ΔΤ ΚΗΩΎνA(y®¥)üαΖΫΖ®≤…”ΟκäΦ”üανA(y®¥)üα±Ίμö‘ΎΤ¬ΩΎÉ…²»(c®®)Ψυ³ρΏM––Θ§Ζά÷ΙΨ÷≤Ω ήüα
Δ« Φ”üαΖΕ΅ζûιΙήΒά¨ΠΩΎ÷––ΡΨÄÉ…²»(c®®)Ης≤Μ–Γ”Ύ»ΐ±Ε±ΎΚώ«“≤Μ–Γ”Ύ 50mmΖΕ΅ζ Φ”üαÖ^(q®±)”ρ“‘Άβ100mmΖΕ΅ζ±Ίμö≤…»Γ±Θ€Ί¥κ © “‘€p–Γ€ΊΕ»ΧίΕ»ΓΘ
7.6ΓΔΚΗΫ”
Δ≈ ΚΗΫ” ©ΙΛïrΚΗΙΛ±Ίμö΅άΗώΑ¥’’ΚΗΫ”ΙΛΥ΅“é(gu®©)≥Χ“é(gu®©)Ε®ΒΡΚΗΫ”ÖΔîΒ(sh®¥)ΏM–– ©ΚΗΓΘΚΗΫ”Ώ^≥Χ÷–“ΣΫ¦(j®©ng)≥ΘΒΡôz€yΚΗΩp¨”ιg€ΊΕ»±ΊμöΩΊ÷Τ‘Ύ 200Γψ ~300ΓψΚψ€ΊΖΕ΅ζÉ»(n®®i)°î€ΊΕ»Ώ^ΒΆïr ëΣ(y®©ng)≤…»ΓΦ”üα¥κ ©ΓΘ
ΔΤ ΙήΒά≤…”ΟöεΜΓΚΗ¥ρΒΉΚΗΫ”ΓΘνA(y®¥)üα€ΊΕ»Ώ_ΒΫ“Σ«σΚσ ëΣ(y®©ng)ΝΔΦ¥ΏM––¥ρΒΉΚΗΫ” ≤ΔëΣ(y®©ng)“Μ¥Έ–‘¥ρΒΉΚΗΆξ°Ö«“ΒΊ¨”ΚΗΩpΫπ¨ΌΚώΕ»≤ΜëΣ(y®©ng)ΒΆ”Ύ 3mmΓΘ
Δ« ¥ρΒΉΚΗΫY(ji®Π) χΚσëΣ(y®©ng)‘Ύ±Θ≥÷¨”ιg€ΊΕ»ΒΡ«ΑΧαœ¬ΝΔΦ¥ι_ ΦΧν≥δΚΗΫ” “ά¥ΈΟΩΒάΚΗΩp“ά¥ΈΏM––ΓΘ »γ÷–îύΚΗΫ” ±Ίμö≤…»Γ±Θ€ΊΓΔΨèάδΦΑΚσüαΒ»¥κ ©ΓΘ
Δ» ÷Ί–¬ΚΗΫ”«Α±Ίμö÷Ί–¬νA(y®¥)üαΓΘ ΚΗΫ”«Α±ΊμöΏM––ôz≤ι ¥_’JüoΝ―ΦyΚσΖΫΩ…Α¥’’‘≠ΙΛΥ΅ÖΔîΒ(sh®¥)ά^άm(x®¥)ΚΗΫ”ΓΘ
7.7ΓΔΚΗΩpôzρû
ΓΓΓΓΙήΒάΚΗΩp¥ρΒΉΧν≥δΓΔ …wΟφΚΗΫ”Άξ≥…ΏM––±μΟφΆβ”^ôz≤ιΚœΗώΚσ ΆΘΝτ≤Μ…Ό”Ύ 24 –ΓïrΚσΏM–– 100%…δΨÄôz≤ι “Σ«σΏ_ΒΫ JB/T4730-2005 ΒΡ II ΦâΚœΗώΓΘ
7.8ΓΔΚΗΩpΖΒ–ό
Δ≈ ΚΗΩpΖΒ–ό±Ίμö‘ΎΨé÷ΤΚΗΫ”ΖΒ–όΙΛΥ΅ΈΡΦΰ÷°«ΑΏM––ΓΘ
ΔΤ –η“ΣΖΒ–όΒΡΚΗΩpëΣ(y®©ng)€ ¥_’“≥ω»±œίΈΜ÷ΟΖΒ–όΚΗΩpïrΑ¥‘≠ΚΗΫ”ΙΛΥ΅ΏM––ΓΘ―aΚΗΙΛΥ΅≈c‘≠ΚΗΫ”ΙΛΥ΅œύΆ§ΓΘΚΗΩpΖΒ–όΚΆ―aΚΗΒΡνA(y®¥)üα€ΊΕ»ëΣ(y®©ng)ΗΏ”Ύ‘≠ΚΗΫ”νA(y®¥)üα€ΊΕ»ΓΔνA(y®¥)üαΖΕ΅ζëΣ(y®©ng)œύëΣ(y®©ng)îU¥σΓΘ
Δ« Ά§“Μ≤ΩΈΜΒΡΚΗΩpΖΒ–ό¥ΈîΒ(sh®¥)“Υ≤Μ≥§Ώ^É…¥Έ»γ≥§Ώ^É…¥ΈΓΘ
7.9ΓΔΚΗΩpΚΗΚσüαΧéάμ
Δ≈ ΙήΒάΚΗΚσüαΧéάμëΣ(y®©ng)‘ΎΚΗΫ”ΫY(ji®Π) χΚσΝΔΦ¥ΏM––ΚΗΚσüαΧéάμΓΘ
ΔΤ ΚΗΩpΚΗΚσüαΧéάμ≤…”ΟκäΦ”üαΖ®‘ΎüαΧéάμΏ^≥Χ÷–ëΣ(y®©ng)Ρή€ ¥_ΒΊΩΊ÷ΤΦ”üα€ΊΕ»«“ ΙΚΗΦΰ€ΊΕ»Ζ÷≤ΦΨυ³ρΓΘ
Δ« ΚΗΩpΦ”üαΖΕ΅ζûιΚΗΩp÷––ΡûιΜυ€ É…²»(c®®)Ης≤Μ–Γ”Ύ»ΐ±ΕΚΗΩp¨£Ε»«“≤Μ–Γ”Ύ 25mmΓΘΦ”üαÖ^(q®±)“‘ΆβΒΡ 100mmΖΕ΅ζÉ»(n®®i)“≤±ΊμöΏM––±Θ€ΊΓΘ
Δ» üαΧéάμÖΔîΒ(sh®¥)
Φ”üα€ΊΕ»ûι 720Γψ ---750 ΓφΚψ€Ί 1 –Γïr
…ΐ€ΊΥΌΕ»ûι 400Γφ“‘…œ 134Γφ /h
άδÖsΥΌΕ»ûι 165Γφ /h Θ§400Γφ“‘œ¬Ω’öβ÷–Ή‘ΨèάδΓΘ
Δ… Κψ€ΊïrëΣ(y®©ng)ΩΊ÷ΤΗΏΒΆ€Ί≤νΘΦ 65ΓφΓΘ
Δ €ΊΕ»ΩΊ÷ΤëΣ(y®©ng)€ ¥_üαΧéάμΏ^≥Χ÷–Κψ€Ί€ΊΕ»ΤΪ≤ν≤ΜëΣ(y®©ng)≥§Ώ^Γά 25Γφ«“≤Μ≥§Ώ^üαΧéάμ€ΊΕ»ΖΕ΅ζΓΘ
ΔΥ üαΧéάμ€ΊΕ»ôz€yΩ… Ι”Οüακä≈Φôz€y≤ΔëΣ(y®©ng) Ι”ΟΉ‘³””¦δ¦Éx”¦δ¦üαΧéάμ«ζΨÄ ‘ΎΦ”üαÖ^(q®±)”ρÉ»(n®®i)€yϋc≤ΜëΣ(y®©ng)…Ό”Ύ 2 ϋcΓΘ
ΔΧ üαΧéάμΫY(ji®Π) χΚσëΣ(y®©ng)¨ΠΚΗΩpΏM––”≤Ε»ôz€yΓΘΟΩΒάΚΗΩp≤Μ…Ό”Ύ 3 ϋc Ζ÷³eΖ÷≤Φ‘ΎΚΗΩpΓΔüα”ΑμëÖ^(q®±)ΚΆΡΗ≤ΡΓΘôz€yΫY(ji®Π)ΙϊΚΗΩp”≤Ε»ëΣ(y®©ng)≤Μ≥§Ώ^ΡΗ≤Ρ”≤Ε»÷Β 100HB»γ≤ΜΚœΗώëΣ(y®©ng)÷Ί–¬üαΧéάμΓΘ
ΥΡΓΔΌ|(zh®§)ΝΩ±ΘΉC¥κ ©
1ΓΔ‘Ύμ½ΡΩΫ¦(j®©ng)άμ≤ΩΌ|(zh®§)ΝΩσwœΒνI(l®Ϊng)¨ß(d®Θo)œ¬ à‘≥÷Ό|(zh®§)ΝΩσwœΒ’ΐ≥ΘΏ\όD(zhu®Θn) ’J’φΑ―ΚΟΈεξP(gu®Γn) Φ¥ΓΑàDΦàïΰ¨èΖΫΑΗΨé÷Τ‘≠≤ΡΝœôzρû≥Χ–ρΩΊ÷ΤΌ|(zh®§)ΝΩôz≤ιΓ± ΙΌ|(zh®§)ΝΩΊü(z®Π)»Έ‘ΎΗς≤ΩιTΒΟΒΫ¬δ¨çΓΘ
2ΓΔ΅άΑ―Ό|(zh®§)ΝΩξP(gu®Γn) ≤ΜΚœΗώ≤ΡΝœ≤Μ€ ΏM»κ§F(xi®Λn)àωΓΘ ôz≤ι≤ΜΚœΗώΒΡΙΛ–ρ ≤ΜΒΟΏM––œ¬ΙΛ–ρΉωΒΫ ΓΑ…œΙΛ–ρΖΰ³’(w®¥)œ¬ΙΛ–ρœ¬ΙΛ–ρ±O(ji®Γn)ΕΫ…œΙΛ–ρΓ± ΟΩΒάΙΛ–ρΫ¦(j®©ng)ôz≤ι»ΥÜT’JΩ…ΚσΖΫΩ…ΏM––œ¬ΙΛ–ρ≤ΔΉωΚΟΌ|(zh®§)ΝΩ”¦δ¦ΨΏ”–Ω…ΉΖΥί–‘Ίü(z®Π)»ΈΒΫ»Υ΅άΗώàΧ(zh®Σ)––ΙΛ≥ΧΌ|(zh®§)ΝΩΓΑ»ΐôz“Μ‘uΓ±÷ΤΫ®ΝΔΌ|(zh®§)ΝΩΊü(z®Π)»ΈΗζέô÷ΤΕ»ΓΘ
3ΓΔ’J’φ¨W(xu®Π)Νï(x®Σ)œύξP(gu®Γn)ΒΡ“é(gu®©)≥ΧΓΔ“é(gu®©)ΖΕΓΔ ©ΙΛàDΦà λœΛΚœΫπδ™ΙήΒάΚΆ’τΤϊΒΡ ©ΙΛΧΊϋcΦΑ ©ΙΛ≥Χ–ρΚΆΖΫΖ® Α―ΚΟΙΛ–ρΌ|(zh®§)ΝΩξP(gu®Γn)ΓΘ
4ΓΔΗψΚΟΗςνê≤ΡΌ|(zh®§)/δ™Χ•/≈ΤΧ•/δ™ΦâΒΡΚΗΙΛ≈ύ”•(x®¥n)ΚΆΚΗΫ”ΙΛΥ΅‘uΕ®ΙΛΉς¥_±ΘΚΗΫ”Ό|(zh®§)ΝΩΓΘ
5ΓΔ΅άΗώΑ¥àDΦà“Σ«σΙήΒάΒΡ¨çκHΕ®ΈΜΏM––νA(y®¥)÷ΤΑ≤―bΓΘ
6ΓΔΌ|(zh®§)ΝΩΩΊ÷Τϋc
| –ρΧ• | Ό|(zh®§)ΝΩΩΊ÷Τϋc | Β»Φâ | ²δΉΔ |
| 1 | ôzηΟΒΫΊ¦Ιή≤ΡΓΔΙήΦΰΓΔιyιTΚœΗώΉCïχ | BR | |
| 2 | ΚΗΙΛΌYΗώΌYΗώ’JΕ® | AR | |
| 3 | ΙήΦΰôz•Υ | C | |
| 4 | ΗΏâΚΑ Φΰôz•Υρû ’ | BR | |
| 5 | ôz•ΥΙήΒάΑ≤―bΥ°ΤΫΚΆ¥Ι÷±Ε» | BR | |
| 6 | ΙήÉ»(n®®i)œϊùçΕ»ôz≤ι | B | |
| 7 | ôz≤ινA(y®¥)÷ΤΚœΗώΙήΒά‰ΥΉRΦΑ“Τ÷≤ | C | |
| 8 | ΙΧΕ®ΙήΦήΦΑè½Μ…÷ßΓΔΒθΦή’{(di®Λo)’ϊ | BR | |
| 9 | ôz±ΦΖ®ΧmΟήΖβüαΤ§ | C | |
| 10 | ΙήΒά―aÉîΤςΑ≤―b | BR | |
| 11 | Α≤»ΪΗΫΦΰΑ≤―b | BR | |
| 12 | ΙήΒάΚΗΫ” | BR | σ »ΐΖΫôz€y |
| 13 | ΚΗΩpΚΗΚσüαΧéάμ | BR | |
| 14 | ΙήΒάèäΕ»ΓΔ΅άΟή–‘‘΅ρû | AR | |
| 15 | ΙήΒά¥Βœ¥ | AR |
ΈεΓΔ ©ΙΛôCΨΏΓΔ”΄ΝΩΤςΨΏΓΔœϊΚΡ≤ΡΝœ
1ΓΔ÷ς“Σ ©ΙΛôCΨΏΓΔ‘O(sh®®)²δ“Μ”[±μ
| –ρΧ• | Οϊ ΖQ | “é(gu®©)Ηώ–ΆΧ• | ÜΈΈΜ | îΒ(sh®¥)ΝΩ |
| 1 | ΙήΒάΑκΉ‘³”«–ΗνôC | 5-50mm | ≈_ | 1 |
| 2 | Ϋ«œρΡΞΙβôC | DN100 SIMJ-20 | ≈_ | 4 |
| 3 | ÷±ΝςΚΗôC | AX-320 14KW | ≈_ | 4 |
| 4 | öβΗνΙΛΨΏ | ΧΉ | 2 | |
| 5 | ΚΗ½lΚφΩΨσΊ | SC101 0 〜600Γφ | ≈_ | 1 |
| 6 | ΚΗ½l±Θ€ΊΆΑ | ²Ä | 10 | |
| 7 | ΒΙφ€ | 2tΓΔ5t | ²Ä | 10ΓΔ5 |
| 8 | «ßΫομî | 5t | ≈_ | 2 |
| 9 | Βθή΅(Ήβ”ΟΘ© | 50tΓΔ30tΓΔ20t | ≈_ | Ης1 |
| 10 | üαΧéάμ‘O(sh®®)²δ | ΧΉ | 1 |
2ΓΔ”΄ΝΩΤςΨΏ
| –ρ Χ• |
ΟϊΖQ | νê³e | “é(gu®©)Ηώ | ΨΪΕ» | îΒ(sh®¥)ΝΩ |
| 1 | δ™Ψμ≥Ώ | ιLΕ» | 5m 3m |
1mm 1mm |
4Α― 1Α― |
| 2 | ¨£Ε»Ϋ«≥Ώ | ιLΕ» | 630*400 | 0.5mm | 1²Ä |
| 3 | ”Έ‰ΥΩ®≥Ώ | ιLΕ» | 200mm | 0.02mm/m | 1²Ä |
| 4 | ΙήΙΛΥ°ΤΫ | ιLΕ» | 300mm | 2mm/m | 1²Ä |
| 6 | ―θöβ±μ | ΝΠ¨W(xu®Π) | 0-25MPa 0-l,6MPa | 1.5Φâ | Ης2âK |
| 7 | ““»≤±μ | ΝΠ¨W(xu®Π) | 0-4MPa 0-25MPa | 1.5Φâ | Ης2âK |
| 8 | öεöβΝςΝΩ”΄ |
ΝΠ¨W(xu®Π) | 0-25MPa | 0• IMPa | 4âK |
| 9 | ΚΗΩpôzρû≥Ώ | ιLΕ» | 1 |
ΝυΓΔΑ≤»ΪΦΦ–g(sh®¥)¥κ ©
1ΓΔ¬öΙΛΏM»κ§F(xi®Λn)àω±Ίμö¥ςΑ≤»ΪΟ±…œçè«Α΅άΫϊο΄ΨΤΓΘ
2ΓΔ ©ΙΛôC–Β¨Θ»ΥΙήάμΦΑ±ΘπB(y®Θng)΅άΫϊιeκs»ΥÜT¹yι_¹y³”ΓΘ
3ΓΔΗΏΧéΉς‰I(y®®) ( ¥σ”Ύ 2m)±ΊμöœΒ£λΑ≤»ΪéßΓΘ
4ΓΔΗΏΧéΉς‰I(y®®)Υυ”ΟΙΛΨΏΓΔ≤ΡΝœ΅άΫϊ…œœ¬ΆΕîS–Γ–ΆΙΛΨΏΖ≈‘ΎΙΛΨΏΑϋ÷–ί^¥σΙΛΨΏ”ΟάKΉ”Υ©‘ΎΙΧΕ®ΈοΦΰ…œΓΘ
5ΓΔ≤ΜΒΟ…œœ¬¥Ι÷±ΏM––ΗΏΧéΉς‰I(y®®)Ζ÷¨”Ής‰I(y®®)ïr÷–ιgëΣ(y®©ng)”–Ητκx‘O(sh®®) ©ΓΘ
6ΓΔΗΏΧéΉς‰I(y®®)ëΣ(y®©ng)”–≥δΉψΒΡ’’Ος‘O(sh®®)÷ΟΑ≤»ΪΨW(w®Θng)ΓΘ
7ΓΔΒθ―bΙήΕΈΓΔιyιTΚΆΙήΦΰïrœ¬ΖΫ΅άΫϊ”–»ΥΆΘΝτΜρ––ΉΏΓΘΒθ―bΙήΒάïr“ΣœΒΚΟάKΩέΥ©ΚΟΝοΈ≤άK Ζά÷ΙΙήΉ”Βθ―bïrî[³”ΓΔ–ΐόD(zhu®Θn)Ζσ‘O(sh®®)ΙήΒάëΣ(y®©ng)Ά§ïrΑ≤―b÷ßΒθΦήΜρΙήΉυΙΧΕ®άΈΙΧΖά÷Ι?ji®Π)Lœ¬ΓΘ
8ΓΔκäΚΗôCΆβöΛëΣ(y®©ng)Ϋ”ΒΊΝΦΚΟ≥±ùώΒΡ≠h(hu®Δn)Ψ≥œ¬Ής‰I(y®®)¥©¥ςΫ^Ψâ―ΞΚΆ ÷ΧΉΓΘ
9ΓΔ―θöβΤΩΦΑ““»≤ΤΩΝΔΖ≈≤ΜΩ…ΒΙ÷ΟΘ§œύΗτΨύκx¥σ”Ύ 10mΓΘ
10ΓΔΡ_ ÷ΦήΒΡ¥ν≤πëΣ(y®©ng)ΖϊΚœΡ_ ÷ΦήΉς‰I(y®®)ΒΡΑ≤»Ϊ“é(gu®©)≥ΧΡ_ ÷Φή≈cΧχΑεëΣ(y®©ng)”ΟηFΫzάΠΫâάΈΙΧΡ_ ÷Φή≤ΌΉςΤΫ≈_…œΥΡ÷ή“Σ΅ζôΎ½U“‘Ζά÷Ι»ΥΓΔΈοâ΄¬δΓΘ
11ΓΔ§F(xi®Λn)àωΑ≤»Ϊ‰Υ÷Ψ≤Μ“ΣκS“β≈≤³” , Υυ”– ÷±ζΓΔ ÷ίÜΦΑ–ΐβo≤Μ‘SκS±ψî[≈ΣΓΘ
12ΓΔ‘΅âΚ¥Β£ΏΏ^≥ΧëΣ(y®©ng)”–¨Θ»Υ±O(ji®Γn)ΉoΓΘ
13ΓΔ¥ρΡΞΚΗΩpΜρ«εάμΚΗ‘ϋïrëΣ(y®©ng)¥ςΖάΉo―έγRΓΘ