ҢЈҳI(yЁЁ)Йъ®a(chЁЈn)Ҫӣ(jЁ©ng) I(yЁӘng)әПҪрд“№Ь
№«Лҫд“№Ь¬F(xiЁӨn)ШӣЩYФҙБҝҙуЎўТҺ(guЁ©)ёсэRИ«ЎўЩ|(zhЁ¬)ғһ(yЁӯu)ғr(jiЁӨ)өН
№«Лҫд“№Ь¬F(xiЁӨn)ШӣЩYФҙБҝҙуЎўТҺ(guЁ©)ёсэRИ«ЎўЩ|(zhЁ¬)ғһ(yЁӯu)ғr(jiЁӨ)өН
<fieldset id="iws6e"></fieldset>
<cite id="iws6e"></cite>
<strike id="iws6e"></strike>
Т»ЎўЯmУГ·¶Үъ
ЎЎЎЎұҫәПҪрд“№ЬәёҪУ№ӨЛҮТҺ(guЁ©)·¶ЯmУГУЪ№ЬЧУЕc№ЬЧУЎў№ЬЧУЕcёҪјюЦ®йgөДҢҰ(duЁ¬)ҪУәНҪЗҪУҪУо^Ј¬әёҪУ•r(shЁӘ)Ј¬ҝЙІЙУГјғ CO2 ҡвуw»т CO2+Ar »мәПҡвуwөД CO2 °лЧФ„У(dЁ°ng)»тЧФ„У(dЁ°ng)әёҪУЈ¬ТІҝЙІЙУГжuҳOҡе»ЎәёЎЈәёҪУО»ЦГһй№ЬЧУЛ®ЖҪЮD(zhuЁЈn)„У(dЁ°ng)О»ЦГәН№ЬЧУЛ®ЖҪ№М¶ЁО»ЦГЎЈН¬•r(shЁӘ)ТҺ(guЁ©)¶ЁБЛ CO2ҡвуwұЈЧo(hЁҙ)әёәНжuҳOҡе»ЎәёУГУЪ№ЬЧУәёҪУөДәёҪУЗ°ңК(zhЁіn)ӮдЎўИЛҶTЎў№ӨЛҮТӘЗуЎў№ӨЛҮЯ^(guЁ°)іМәНҷzтһ(yЁӨn)ЎЈ
ТэУГОДјюЈәQ/SWS 42-010-2003 әёҝp·өРЮНЁУГ№ӨЛҮТҺ(guЁ©)·¶
¶юЎўәёҪУЗ°ңК(zhЁіn)Ӯд
1ЎўCO2 °лЧФ„У(dЁ°ng)»тЧФ„У(dЁ°ng)әёәёҪzЯxУГЈ¬ТҠұн1ЎЈ
ұн1 CO2 °лЧФ„У(dЁ°ng)»тЧФ„У(dЁ°ng)әёәёҪzЯxУГ
| ДёІДІДЩ|(zhЁ¬)/д“М–(hЁӨo)/ЕЖМ–(hЁӨo)/д“јү(jЁӘ) | әёҪzЕЖМ–(hЁӨo) | ТҺ(guЁ©)ёсЈЁmmЈ© |
|
| Мјд“№Ь | H08Mn2SiAЎў DW-100 TWE-711Ўў YJ502 KFX-712C |
ҰХ 0.8 ҰХ 1.0 ҰХ 1.2 |
|
| І»дPд“№Ь | 1Cr18Ni9Ti | 1Cr18Ni9Ti | ҰХ 1.0 ҰХ 1.2 |
| 316L | 316L(ҢҚ(shЁӘ)РҫЈ© 316L(ЛҺРҫЈ© |
||
| 317L | 317L(ҢҚ(shЁӘ)РҫЈ© 317L(ЛҺРҫЈ© |
||
2ЎўжuҳOҡе»ЎәёәёҪzөДЯxУГЈ¬ТҠұн2ЎЈ
ұн2 жuҳOҡе»ЎәёәёҪzөДЯxУГ
| ДёІДІДЩ|(zhЁ¬)/д“М–(hЁӨo)/ЕЖМ–(hЁӨo)/д“јү(jЁӘ) | әёҪzЕЖМ–(hЁӨo) | ТҺ(guЁ©)ёсЈЁmm) |
|
| Мјд“№Ь | J50 | ҰХ 1.6 ҰХ 2.4 |
|
| І»дPд“№Ь | 1Cr18Ni9Ti | 1Cr18Ni9TiЈЁ°ф оЈ© | |
| 316L | 316L (°ф оЈ© | ||
| 317L | 317L (°ф оЈ© | ||
3ЎўұЈЧo(hЁҙ)ҡвуw
ЎЎЎЎҹo(wЁІ)Х“КЗ CO2 °лЧФ„У(dЁ°ng)»тЧФ„У(dЁ°ng)әёЛщУГөД CO2 ҡвуwЎўCO2+Ar »мәПҡвуwЈ¬ЯҖКЗжuҳOҡе»ЎәёЛщУГөДјғ Ar ҡвуwЈ¬ҫщ‘Ә(yЁ©ng)·ыәПҡвуwЩ|(zhЁ¬)БҝК№УГҳЛ(biЁЎo)ңК(zhЁіn)Ј¬Ждјғ¶ИЯ_(dЁў) 99.9 %ЎЈ
4ЎўәёҪУФO(shЁЁ)Ӯд
ЎЎЎЎК№УГөДәёҷC(jЁ©)‘Ә(yЁ©ng)ҮА(yЁўn)ёсЯM(jЁ¬n)РР¶ЁЖЪҷzңy(cЁЁ)ҫSРЮЈ¬ҙ_ұЈБјәГөДІЩЧчРФДЬЎЈ
5ЎўәёҪУЖВҝЪ
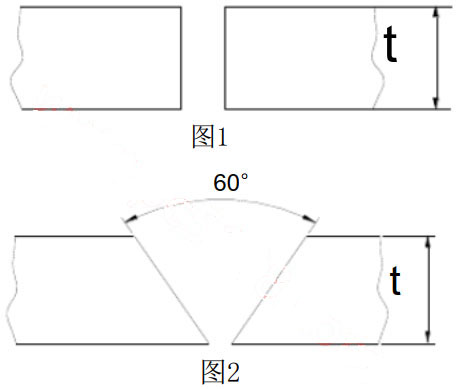
5.1 ұЪәс t ЎЬ 2mm•r(shЁӘ)Ј¬№ЬЧУҢҰ(duЁ¬)ҪУЖҙҝpҫщІ»й_ЖВҝЪәёҪУЈ¬ТҠҲD1ЎЈ
5.2 ұЪәс t Јҫ 2mmөД№ЬЧУҢҰ(duЁ¬)ҪУЖҙҝpЈ¬ҫщ‘Ә(yЁ©ng)й_ЖВҝЪЈ¬ТҠҲD2ЎЈ
6ЎўәёЗ°ЗеқҚ
6.1 әё№ӨұШнҡҢҰ(duЁ¬)әёҝpЖВҝЪГжәНЖВҝЪғЙӮИ(cЁЁ)ёчҢ’ 20mm·¶ҮъғИ(nЁЁi)ЈЁҪЗҪУәёҝpФЪәёҪУГжғЙӮИ(cЁЁ)ёчҢ’ 20mm·¶ҮъғИ(nЁЁi)Ј©ЧчЗеАнЈ¬ІўИҘіэУНЎўдPөИОЫОпЎЈ
6.2 ҢҰ(duЁ¬)УЪМјд“№ЬөДдPОgЈ¬‘Ә(yЁ©ng)УГд“ЛўҙтДҘіэдPЎЈІ»дPд“№Ь‘Ә(yЁ©ng)УГұыНӘЯM(jЁ¬n)РРЗеАнЎЈ
6.3 ЖВҝЪјУ№ӨҡҲБфГ«ҙМ‘Ә(yЁ©ng)іэИҘЈ¬Іў‘Ә(yЁ©ng)ЦШРВЗеАнЎЈ
7ЎўИЛҶTңК(zhЁіn)Ӯд
ЎЎЎЎ·ІҸДКВФ“№ӨЛҮәёҪУөДәё№ӨЈ¬ұШнҡҪӣ(jЁ©ng)Я^(guЁ°)ҙ¬јү(jЁӘ)ЙзЩYёсХJ(rЁЁn)ҝЙҝјФҮЈ¬ҝјФҮәПёсІўҪӣ(jЁ©ng)ҙ¬јү(jЁӘ)ЙзХJ(rЁЁn)ҝЙәуЈ¬·ҪДЬ…ўЕcПа‘Ә(yЁ©ng)өИјү(jЁӘ)н—(xiЁӨng)ДҝөДәёҪУЎЈ
ИэЎў№ӨЛҮТӘЗу
1ЎўСbЕдТӘЗу
1.1 СbЕд№ӨФЪ°ІСb№ЬЧУҢҰ(duЁ¬)ҪУ•r(shЁӘ)Ј¬КЧПИТӘҷzІй№ЬЧУҪУҝЪН¬РД¶ИЈ¬·АЦ№°ІСbеe(cuЁ°)Я…ЎЈ
1.2 №ЬЧУҢҰ(duЁ¬)ҪУ¶ЁО»ҝЙЯxУГ¶ЁО»Ў°сRЎұ№М¶ЁЈ¬»тФЪәёҝpғИ(nЁЁi)Чч¶ЁО»әё№М¶ЁЎЈ
1.3 СbЕдйgП¶Ј¬ТҠұн3ЎЈ
ұн3 СbЕдйgП¶
|
№ЬЧУТҺ(guЁ©)ёс ЈЁ№ЬЧУЦұҸҪ ҰХ Ј¬ұЪәс tЈ© |
ЖВҝЪРНКҪ | йgП¶ЈЁmm) |
| t ЎЬ 2ЈЁ ҰХ ҹo(wЁІ)ПЮЦЖЈ© | IРН | 1.6Ў«2 |
| ҰХ ЎЬ 90 »т 2Јј t ЎЬ4 | VРН | 2Ў«2.4 |
| ҰХ ЎЭ90 »т t Јҫ 4 | VРН | 2.4Ў«3 |
2ЎўҢҰ(duЁ¬)УЪТӘЗуҶОГжәёлpГжіЙРНөД№ЬЧУЖҙҝpЈ¬әёЗ°Ј¬УРЙ«ҪрҢЩ№ЬғИ(nЁЁi)‘Ә(yЁ©ng)ідҡеҡвұЈЧo(hЁҙ)Ј¬ІўІЙУГжuҳOҡе»ЎәёЈЁ TIG әёЈ©ҙтөЧЎЈ
3Ўўҙ¬ЙП°ІСbТӘЗуҶОГжәёлpГжіЙРНөД№ЬЧУЖҙҝpЈ¬Ттҹo(wЁІ)·ЁЯM(jЁ¬n)РРідҡвұЈЧo(hЁҙ)Ј¬әёҪУЦР‘Ә(yЁ©ng)ЧРјҡ(xЁ¬)У^ІмИЫіШЈ¬ТФҙ_ұЈұіГжәёҝpЩ|(zhЁ¬)БҝЎЈҢҰ(duЁ¬)УЪІ»дPд“№ЬЈ¬әёә󣬹ЬғИ(nЁЁi)ТӘЧчвg»ҜМҺАнЎЈ
4ЎўәёҪУ…ў”ө(shЁҙ)
ЎЎЎЎһйҙ_ұЈ№ЬЧУөДәёҪУЩ|(zhЁ¬)БҝЈ¬әёҪУ•r(shЁӘ)‘Ә(yЁ©ng)…ўХХұн4 өДәёҪУ…ў”ө(shЁҙ)ЯM(jЁ¬n)РРЎЈ
ұн4 әёҪУ…ў”ө(shЁҙ)
| әёҪУ ·Ҫ·Ё |
№ЬЧУТҺ(guЁ©)ёс ЈЁmmЈ© ЈЁЦұҸҪ ҰХ ұЪәс t) |
ҢУ ”ө(shЁҙ) |
әёҪz ЦұҸҪ ЈЁmmЈ© |
жu°ф ЦұҸҪ ЈЁmmЈ© |
әёҪУ лҠБч (A) |
лҠ»Ў лҠүә (V) |
ҡвуwБчБҝ (L/MIN) | |
| әёҪУ ҡвБчБҝ |
ұЈЧo(hЁҙ) ҡвБчБҝ |
|||||||
| CO2 °л °Ч „У(dЁ°ng) »т °Ч „У(dЁ°ng) әё |
tЎЬ 2 ЈЁҰө І»ПЮ ЦЖЈ© |
1 | 0.8 1.0 |
ЁD | 70Ў«130 | 16Ў«21 | 15Ў«20 | ЁD |
| Ұө ЎЬ 90 »т 2Јј tЈј 4 |
2 | |||||||
| 90-150 | 18Ў«22 | |||||||
| Ұө Јҫ 90 »т tЎЭ4 |
1 | 1.0 1.2 |
70-130 | 16Ў«21 | ||||
| 2 | 90-150 | 18Ў«22 | ||||||
| 3 | 100〜160 | 18Ў«24 | ||||||
| жu ҳO ҡе »Ў әё |
tЎЬ 2 ЈЁ Ұө І»ПЮ ЦЖЈ© |
1 | 1.6 | 2.4 | 45 | 11 | 12 | 4 |
| Ұө ЎЬ 90 »т 2Јј tЈј 4 |
1 | 50Ў«55 | 13Ў«14 | 15 | 5 | |||
| 2 | 45Ў«50 | 12Ў«13 | ||||||
| 3 | 2.4 | 55Ў«60 | 13Ў«14 | |||||
| Ұө Јҫ 90 »т tЎЭ4 |
1 | 1.6 | 50Ў«60 | 16 | 6 | |||
| 2 | 60Ў«70 | 14Ў«15 | ||||||
| 3 | 2.4 | |||||||
ЛДЎў№ӨЛҮЯ^(guЁ°)іМ
1ЎўәёЗ°ідҡв
ЎЎЎЎәёЗ°ПИУГдXгKДzҺ§ҢҰ(duЁ¬)Лщәё№ЬЧУҪУҝpғЙ¶ЛГжј°ЖВҝЪГж·вЧЎ ЈЁҢҰ(duЁ¬)УЪЭ^йL(zhЁЈng)№ЬЧУҝЙІЙУГәЈҫdЎўЕЭДӯЎўҝЙИЬјҲөИ№ӨҫЯЧціЙ¶В°еЈ¬ФO(shЁЁ)ЦГУЪҫаәёҝp 150mmЎ«200mmөДғЙӮИ(cЁЁ)Ј¬ФміЙТ»ӮҖ(gЁЁ)ҡвКТЈ©Ј¬№ЬЧУТ»¶ЛідҡеҡвЈ¬№ЬЧУБнТ»¶Лй_Т»ӮҖ(gЁЁ)јs 5mmөДРЎҝЧЕЕҡвЈ¬өИ№ЬЧУғИ(nЁЁi)ҝХҡвЕЕұMІўұ»ҡеҡвідқMәуЈ¬·ҪҝЙй_КјәёҪУЎЈ
2ЎўәёҪУЯ^(guЁ°)іМ
ЎЎЎЎәёҪУ•r(shЁӘ)Ј¬ПИЛәй_ЖВҝЪГжЙПөДдXгKДzҺ§Ј¬йL(zhЁЈng)јsЈЁ 30Ў«40Ј© mmЈ¬әёТ»¶ОәуЈ¬ФЩЛәй_Т»¶ОЎЈІ»өГҢўЖВҝЪГжЙПөДдXгKДzҺ§И«ІҝЛәНкәуФЩәёЎЈәёҪУЯ^(guЁ°)іМЦРЈ¬ұШнҡКјҪKҢҰ(duЁ¬)№ЬғИ(nЁЁi)ідҡеұЈЧo(hЁҙ)ЎЈ
3Ўўңюәуідҡв
ЎЎЎЎәёҪУҪY(jiЁҰ)КшНЈБф”ө(shЁҙ)·ЦзҠәуЈ¬ФЩНЈЦ№ідҡвұЈЧo(hЁҙ)ЎЈҢҰ(duЁ¬)УЪ¶аҢУәёөДЦРйgҢУәНЙwГжҢУЈ¬ҹo(wЁІ)Х“ІЙУГәО·N·Ҫ·ЁәёҪУЈ¬ұШнҡИ«Я^(guЁ°)іММҺУЪ№ЬғИ(nЁЁi)ідҡвұЈЧo(hЁҙ)Ј¬іЦАm(xЁҙ)ЦБХыӮҖ(gЁЁ)ҪУо^әёҪУҪY(jiЁҰ)КшЎЈ
4ЎўҢҰ(duЁ¬)УЪТӘЗуһйЙоИЫәёІ»ЧчЙдҫҖМҪӮыТӘЗуөД№ЬЧУЖҙҝpЈ¬ИзЈә¶юјү(jЁӘ)№ЬөДЖҙҝpәёҪУҙтөЧҢУҝЙЦұҪУЯxУГ CO2 ҡвуwұЈЧo(hЁҙ)әёЎЈ¶шТӘЗуЙдҫҖМҪӮыөД№ЬЧУЖҙҝpЈ¬ҙтөЧҢУұШнҡІЙУГжuҳOҡе»ЎәёЈ¬ЦРйgҢУј°ЙwГжҢУҝЙІЙУГ CO2 ҡвуwұЈЧo(hЁҙ)әё»тжuҳOҡе»ЎәёәёҪУЎЈ
5ЎўІЩЧчТӘоI(lЁ«ng)
5.1 CO2ҡвуwұЈЧo(hЁҙ)әёІЩЧчТӘоI(lЁ«ng)
5.1.1 әёҪУЦРЈ¬әёҳҢҪЗ¶ИәуСц 15ЎгЎ« 20ЎгЈ¬әёҪzЙміцйL(zhЁЈng)¶ИһйЈЁ10Ў«15Ј© mmЎЈ
5.1.2 ®”(dЁЎng)ІЙУГҷMПт”[„У(dЁ°ng)Я\(yЁҙn)—l·Ҫ·Ё•r(shЁӘ)Ј¬”[„У(dЁ°ng)·щ¶ИЙФҙуУЪёщІҝйgП¶»тЗ°Т»ҢУәёҝpғЙЦә¶ЛЈ¬ІўВФЧчНЈоDЈ¬ТФұЈЧCёщІҝј°ғЙЦәйgИЫНёЎЈ
5.1.3 ЦРНҫПЁ»Ў•r(shЁӘ)Ј¬ұШнҡУГЙ°ЭҶҢў»ЎҝУҙтДҘіЙҲA»¬Я^(guЁ°)¶ЙЈ¬ФЩТэ»ЎА^Аm(xЁҙ)әёҪУЎЈ®”(dЁЎng)әёҝpЕc¶ЁО»әёПаҪУ•r(shЁӘ)Ј¬ұШнҡҢў¶ЁО»әёИҘіэЈ¬И»әуФЩТэ»ЎәёҪУЎЈ
5.2 жuҳOҡе»ЎәёІЩЧчТӘоI(lЁ«ng)
5.2.1 ҢҰ(duЁ¬)УЪЛ®ЖҪЮD(zhuЁЈn)„У(dЁ°ng)№ЬЧУҢҰ(duЁ¬)ҪУөДәёҪУЈ¬Тэ»ЎҝЙЯxФЪҙ№ЦұО»ЦГЕcәёҪУ·ҪПтПа·ҙ10ЎгЎ« 20Ўг…^(qЁұ)УтғИ(nЁЁi)Тэ»ЎЈЁјҙ 1Ў«2 ьc(diЁЈn)зҠО»ЦГЈ©ЎЈ
5.2.2 ҢҰ(duЁ¬)УЪЛ®ЖҪ№М¶Ё№ЬЧУҢҰ(duЁ¬)ҪУөДәёҪУЈ¬Тэ»Ў‘Ә(yЁ©ng)ЯxФЪСцДҳІҝЖ«Чу»тЖ«УТ 10mm МҺТэ»ЎЈЁнҳ•r(shЁӘ)бҳәёҪУЈ¬Тэ»Ўьc(diЁЈn)ФЪјs 5 ьc(diЁЈn)зҠО»ЦГЎЈДж•r(shЁӘ)бҳәёҪУЈ¬Тэ»Ўьc(diЁЈn)ФЪјs 7 ьc(diЁЈn)зҠО»ЦГЈ© ЎЈ
5.2.3 Тэ»ЎұШнҡТэФЪЖВҝЪғИ(nЁЁi)Ј¬І»өГФЪЖВҝЪМҺ№ЬұЪұнГжлSТвТэ»ЎЎЈ
5.2.4 ҢҰ(duЁ¬)УЪГҝӮҖ(gЁЁ)ьc(diЁЈn)өДО»ЦГЈ¬ФЪК©әёЯ^(guЁ°)іМЦР ,КјҪKСШҲAЦЬ·ҪПтЯM(jЁ¬n)РРЧғ»ҜЦшЎЈәёҪУІЙУГ°л“фҙ©·ЁЎЈјУТФәёҪzЈ¬ТФөО оРОКҪК№әёҪzИЬ»ҜөДИЫөОИЫУЪИЫҝЧЦРРОіЙИЫіШЈ¬МоідәёҪz¶Льc(diЁЈn)КјҪKФЪИЫіШғИ(nЁЁi)Ј¬әёҫжТӘ?jiЁЈng)тЛЩТЖ„?dЁ°ng)ЎЈ
5.2.5 ®”(dЁЎng)әёҪУПЁ»ЎәуЦШРВТэ»Ў•r(shЁӘ)Ј¬Тэ»Ўьc(diЁЈn)‘Ә(yЁ©ng)ФЪ»ЎҝУәуГжЦШҜBәёҝpЈЁ 5Ў« 10Ј© mmМҺТэ»ЎЈ¬лҠ»ЎТэИ»әуЈ¬әёҫжФЪТэ»ЎМҺНЈБфЈЁ 5Ў«10Ј©ГлЈ¬ТФ«@өГЕcәёҝpН¬Ң’ГчББЎўқсқҷ(rЁҙn)өДәёҝpЈ¬лSәуПтәёҪУ·ҪПтЯ\(yЁҙn)»ЎЈ¬ЦұЦБТЖ„У(dЁ°ng)ЦБ»ЎҝУёщІҝіц¬F(xiЁӨn)ИЫҝЧ•r(shЁӘ)Ј¬·ҪҝЙМоідәёҪzЎЈ
5.2.6 әёҪУҪY(jiЁҰ)Кшә󣬑Ә(yЁ©ng)ҪиЦъәёҷC(jЁ©)ЙПөДлҠБчЛҘңpСbЦГЈ¬ЦрқuңpРЎәёҪУлҠБчЈ¬ҸД¶шК№ИЫіШЦрқuЧғРЎЈ¬ПЁ»ЎәуЈ¬ҡеҡвФЪКХ»ЎМҺСУ•r(shЁӘ)ұЈЧo(hЁҙ)Ј¬ЦұЦБИЫіШАдДэЈ¬әёҫж·ҪҝЙТЖй_ЎЈ
ОеЎўҷzтһ(yЁӨn)
1ЎўәёҪУҪY(jiЁҰ)КшәуЈ¬әё№ӨұШнҡҢҰ(duЁ¬)ЧФјәЛщәёІҝО»өДәёҝpұнГжЗГЗепwһRЈ¬ІўЧРјҡ(xЁ¬)ҷzІйЛщәёөДәёҝpұнГжКЗ·сҙжФЪәёҪУИұПЭЈ¬ИзУРИұПЭҙжФЪЈ¬РиІЙУГЙ°ЭҶМЮіэИұПЭЈ¬РЮСa(bЁі)НкХыәу·ҪҝЙМбҪ»тһ(yЁӨn)КХЎЈ
2Ўў№ЬЧУұнГжәёҝpөДНвУ^ҷzІйЈ¬‘Ә(yЁ©ng)°ҙФ“ҙ¬ҢҰ(duЁ¬)№ЬЧУәёҪУұнГжЩ|(zhЁ¬)Бҝтһ(yЁӨn)КХТӘЗуҲМ(zhЁӘ)РРЎЈ
3Ўў№ЬЧУәёҝpөДғИ(nЁЁi)ФЪЩ|(zhЁ¬)БҝЈ¬‘Ә(yЁ©ng)°ҙІ»Н¬№ЬПө№ӨЛҮТӘЗуЯM(jЁ¬n)РРТ»¶ЁұИАэ X №вЕДЖ¬ҷzІйЈ¬Фu(pЁӘng)Ж¬ҳЛ(biЁЎo)ңК(zhЁіn)°ҙФ“ҙ¬ҢҰ(duЁ¬)№ЬЧУәёҪУЕДЖ¬Фu(pЁӘng)Ж¬ҳЛ(biЁЎo)ңК(zhЁіn)ҲМ(zhЁӘ)РРЎЈ
4Ўў®”(dЁЎng)әёҝpғИ(nЁЁi)ІҝҪӣ(jЁ©ng) X №вМҪӮыәуУРі¬ҳЛ(biЁЎo)ңК(zhЁіn)өДИұПЭҙжФЪ•r(shЁӘ)Ј¬ұШнҡЯM(jЁ¬n)РРРЮҸН(fЁҙ)ЎЈ·өРЮ№ӨЛҮ°ҙ Q/SWS 42-010-2003Ў¶әёҝp·өРЮНЁУГ№ӨЛҮТҺ(guЁ©)·¶Ў·ҲМ(zhЁӘ)РРЎЈ
5ЎўәёҪУИұПЭРЮҸН(fЁҙ)Ј¬‘Ә(yЁ©ng)ЯxУГЙ°ЭҶ»тҷC(jЁ©)РөөД·Ҫ·ЁҢўИұПЭІҝО»МЮіэЈ¬ЦШРВЯM(jЁ¬n)РРәёҪУЈ¬ІўФЩЯM(jЁ¬n)РР X №вМҪӮыҷzІйЎЈ®”(dЁЎng)әёҪУИұПЭУРСУЙмҝЙДЬ•r(shЁӘ)Ј¬ҷzІйҶTФЪФӯЕДЖ¬ІҝО»ғЙ¶ЛУРҷа(quЁўn)јУЖ¬ҷzІйЎЈ
6Ўў®”(dЁЎng)№ЬЧУәёҪУҪY(jiЁҰ)КшәунҡЯM(jЁ¬n)РРГЬРФФҮтһ(yЁӨn)ҷzІйөДәёҝpИзУРқBВ©Ј¬„tұШнҡНЈЦ№ГЬРФФҮтһ(yЁӨn)Ј¬ХТіцқBВ©ІҝО»Ј¬УГЙ°ЭҶ»тҷC(jЁ©)РөөД·Ҫ·ЁЈ¬МЮіэқBВ©МҺөДәёҝpЈ¬ЦШРВәёҪУЈ¬ІўФЩҙОЯM(jЁ¬n)РРГЬРФФҮтһ(yЁӨn)ҷzІйЈ¬ЦұЦБқBВ©ПыК§ЎЈ