專業(yè)生產(chǎn)經(jīng)營合金鋼管
公司鋼管現(xiàn)貨資源量大、規(guī)格齊全、質(zhì)優(yōu)價低
公司鋼管現(xiàn)貨資源量大、規(guī)格齊全、質(zhì)優(yōu)價低
<fieldset id="iws6e"></fieldset>
<cite id="iws6e"></cite>
<strike id="iws6e"></strike>
一、前言
本合金鋼管焊接技術(shù)標(biāo)準(zhǔn)對所有規(guī)格型號的合金鋼管產(chǎn)品焊接準(zhǔn)備、工藝流程、操作工藝、質(zhì)量要求、注意問題等事項進行了詳細總結(jié),極具參考價值。
依據(jù)標(biāo)準(zhǔn):
《現(xiàn)場設(shè)備、工業(yè)管道焊接工程施工及驗收規(guī)范》 GB 50236-98
《工業(yè)設(shè)備管道安裝規(guī)范》 GB 50235-97
二、施工準(zhǔn)備
1.材料要求
1.1 鋼管無銹蝕,管材不得有彎曲、銹蝕重皮及凹凸不平等現(xiàn)象。管件無偏扣、亂扣、絲扣不全或角度不準(zhǔn)現(xiàn)象。管材及管件均應(yīng)有出廠合格證及其他相應(yīng)質(zhì)量證明材料。
1.2 焊接鋼管做防腐用的防銹漆、調(diào)和漆必須有出廠合格證。
2.主要機具
2.1 機具:電焊機、套絲機、電鉆、電錘、砂輪機、試壓泵等。
2.2 工具:手錘、壓力案、管鉗等。
2.3 其它:鋼直尺、水平尺、角尺、小線等。
3.作業(yè)條件
3.1 明裝托、吊干管安裝必須在安裝層的結(jié)構(gòu)頂板完成后進行。沿管線安裝位置的模板及雜物清理干凈,托吊卡件均已安裝牢固,位置正確。
3.2 立管安裝應(yīng)在主體結(jié)構(gòu)完成后進行。每層均應(yīng)有明確的標(biāo)高線。
三、工藝流程
安裝準(zhǔn)備→孔洞預(yù)留→預(yù)制加工→卡架安裝→管道安裝→試壓→防腐
四、操作工藝
1.預(yù)制加工
按設(shè)計圖紙畫出管道分路、管徑、變徑、預(yù)留管口,閥門位置等草圖,在實際安裝的結(jié)構(gòu)位置做上標(biāo)記,按標(biāo)記分段量出實際安裝的準(zhǔn)確尺寸,記錄在施工草圖上,然后按草圖測得的尺寸預(yù)制加工,使用專用工具垂直切割管材,切口應(yīng)平滑,無毛刺; 清潔管材與管件的連接部位,避免沙子、灰塵等損害接頭的質(zhì)量。
2.焊接連接
2.1 焊接工藝應(yīng)遵照已批準(zhǔn)的焊接工藝規(guī)程執(zhí)行。
2.2 采暖管道采用焊接鋼管焊接,焊接時應(yīng)有防風(fēng)、雨措施;一般管道的焊接為對口型式及組對,電焊應(yīng)符合表1 規(guī)定。
表1
| 接頭名稱 | 對口型式 | 接頭尺寸(mm) | |||
| 管子對接 V型坡口 |
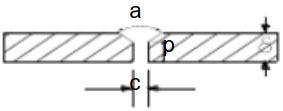 |
壁厚δ | 間隙C | 鈍邊p | 坡口角度a |
| 5~8 8~12 |
1.5~2.5 2~3 |
1~1.5 1~1.5 |
60~70 60~65 |
||
注:δ ≥ 5 ㎜的管子對接如能保證焊透可不開坡口。
2.3 管材與法蘭應(yīng)先將管材插入法蘭盤內(nèi),先點焊 2~3 點再用角尺找正找平后方可焊接。
2.4 厚壁大管徑管口的焊接應(yīng)采用多層多道焊,多層多道焊縫時,應(yīng)逐層進行檢查合格后方可焊接次層,直至完成。
2.5 壓力管道焊接完成后,應(yīng)及時清理焊縫表面,外觀檢查合格。
2.6 焊縫外觀成型應(yīng)良好,且應(yīng)平滑過渡;焊縫寬度應(yīng)以每邊超過坡口邊緣 2mm為宜,焊縫表面不得低于母材表面。
2.7 焊縫表面不允許有裂紋、未熔合、氣孔、夾渣和飛濺等缺陷存在。
2.8 對預(yù)制完成的管道應(yīng)做好焊口清理,管膛內(nèi)部清潔,管口封閉及分類整齊擺放。
2.9 管道對接焊口的組對必須做到內(nèi)壁齊平,內(nèi)壁錯邊量不可超標(biāo);管子組對點固,應(yīng)由焊接同管子的焊工進行,點固用的焊條或焊絲應(yīng)與正式焊接所用的相同,點焊長度為 10-15mm,高度為 2-4mm,且應(yīng)超過管壁厚的 2/3 ;管道焊縫表面不得裂縫、氣孔、夾渣等缺陷。
2.10 管道連接時,不得強力對口,尤其與設(shè)備連接部分當(dāng)松開螺栓,對口部分應(yīng)處于正確的位置。
2.11 管道上的對接焊口或法蘭接口必須避免與支、吊架重合。
五、質(zhì)量要求
1.直管段上兩對接焊口中心線間的距離,當(dāng)公稱直徑大于或等于 150mm時,不應(yīng)小于 150mm;當(dāng)公稱直徑小于 l50mm時,不應(yīng)小于管子外徑。2.焊縫距離彎管 ( 不包括壓制、熱推或中頻彎管 ) 起彎點不得小于 100mm,且不得小于管子外徑。
3.卷管的縱向焊縫應(yīng)置于易檢修的位置,且不宜在底部。
4.環(huán)焊縫距支、吊架凈距不應(yīng)小于 50mm;需熱處理的焊縫距支、吊架不得小于焊縫寬度的 5 倍,且不得小于 100mm。
5.不宜在管道焊縫及其邊緣上開孔。
6.有加固環(huán)的卷管,加固環(huán)的對接焊縫應(yīng)與管子縱向焊縫錯開,其間距不應(yīng)小于 l00mm。加固環(huán)距管子的環(huán)焊縫不應(yīng)小于 50mm。
7.管子、管件的坡口形式和尺寸應(yīng)符合設(shè)計文件規(guī)定。
8.管道坡口加工宜采用機械方法,也可采用等離子弧、氧乙炔焰等熱加工方法。采用熱加工方法加工坡口后,應(yīng)除去坡口表面的氧化皮、熔渣及影響接頭質(zhì)量的表面層,并應(yīng)將凹凸不平處打磨平整。
9.管道組成件組對時,對坡口及其內(nèi)外表面進行的清理范圍≥ 10mm,清理合格后應(yīng)及時焊接。
10.除設(shè)計文件規(guī)定的管道冷拉伸或冷壓縮焊口外,不得強行組對。
11.管道對接焊口的組對應(yīng)做到內(nèi)壁齊平,內(nèi)壁錯邊量應(yīng)符合表2 的規(guī)定。
管道組對內(nèi)壁錯邊量 表2
| 管道材質(zhì)/鋼號/牌號/鋼級 | 內(nèi)壁錯邊以量 | |
| 綱 | 不宜超過壁厚的10%,且不大于2mm | |
| 鋁及鍋臺金 | 壁厚≤ 5mm | 不大于0.5mm |
| 壁厚> 5mm | 不宜超過壁厚的10%且不大于2mm | |
| 銅及銅合金 . 鈦 | 不宜超過壁厚的10%且不大于1mm | |
12.在焊接和熱處理過程中 , 應(yīng)將焊件墊置牢固。
13.當(dāng)對螺紋接頭采用密封焊時 , 外露螺紋應(yīng)全部密封。
14.對管內(nèi)清潔要求較高且焊接后不易清理的管道,其焊縫底層應(yīng)采用氬弧焊施焊。機組的循環(huán)油、控制油、密封油管道,當(dāng)采用承插焊時,承口與插口的軸向不宜留間隙。
六、應(yīng)注意問題
1.焊接管道時偏移、錯口。制作安裝技術(shù)水平不夠或焊接前點焊開焊。
2.焊條焊皮脫落,焊條不允許存放在陰暗潮濕處。
3.支、吊架制作歪、扭、尺寸不準(zhǔn)。原因是支、吊架制作時地面不平整,對精度要求不嚴(yán)。需加強檢查,注意質(zhì)量驗收。
4.使用機電設(shè)備、機具前應(yīng)檢查確認性能良好,電機機具的漏電保護裝置靈敏有效。不得 " 帶病" 運轉(zhuǎn)。
5.管道預(yù)制加工、安裝、試壓等工序應(yīng)緊密銜接,如施工有間斷,應(yīng)及時將敞開的管口封閉,以防掉進雜物造成管道堵塞。