專業(yè)生產(chǎn)經(jīng)營合金鋼管
公司鋼管現(xiàn)貨資源量大、規(guī)格齊全、質(zhì)優(yōu)價低
公司鋼管現(xiàn)貨資源量大、規(guī)格齊全、質(zhì)優(yōu)價低
<fieldset id="iws6e"></fieldset>
<cite id="iws6e"></cite>
<strike id="iws6e"></strike>
一、概述
本規(guī)范適用于工業(yè)管道或公用管道中材質(zhì)/鋼號/牌號/鋼級為碳素鋼、低合金鋼、耐熱鋼、不銹鋼和異種鋼等壓力管道的焊條電弧焊、鎢極氬弧焊以及二氧化碳?xì)怏w保護(hù)焊的焊接施工。
主要編制依據(jù):
GB50236-2011 《現(xiàn)場設(shè)備、工業(yè)管道焊接工程施工及驗收規(guī)范》 ;
GB/T20801-2006 《壓力管道規(guī)范 - 工業(yè)管道》 ;
SH3501-2011 《石油化工劇毒、可燃介質(zhì)管道工程施工及驗收規(guī)范》 ;
GB50235-2010 《工業(yè)金屬管道工程施工及驗收規(guī)范》 ;
CJJ28-2014 《城市供熱管網(wǎng)工程施工及驗收規(guī)范》 ;
CJJ33-2005 《城鎮(zhèn)燃?xì)廨斉涔こ淌┕ぜ膀炇找?guī)范》 ;
GB/T5117-2012 《碳鋼焊條》 ;
GB/T5118-2012 《熱強鋼焊條》 ;
GB/T983-2012 《不銹鋼焊條》 ;
YB/T5092-2005 《焊接用不銹鋼絲》 ;
GB14957-1994《焊接用鋼絲》 ;
其他現(xiàn)行有關(guān)標(biāo)準(zhǔn)、規(guī)范、技術(shù)文件。
二、施工準(zhǔn)備
1、技術(shù)準(zhǔn)備
(1)壓力管道焊接施工前,應(yīng)依據(jù)設(shè)計文件及其引用的標(biāo)準(zhǔn)、規(guī)范,并依據(jù)我公司焊接工藝評定報告編制出焊接工藝技術(shù)文件(焊接工藝卡或作業(yè)指導(dǎo)書)。如果屬本公司首次焊接的鋼種,則首先要制定焊接工藝評定指導(dǎo)書,然后對該種材料進(jìn)行工藝評定試驗,合格后做出焊接工藝評定報告。
(2)編制的焊接工藝技術(shù)文件(焊接工藝卡或作業(yè)指導(dǎo)書)必須針對工程實際,詳細(xì)寫明管道的設(shè)計材質(zhì)/鋼號/牌號/鋼級、選用的焊接方法、焊接材料、接頭型式、具體的焊接施工工藝、焊縫的質(zhì)量要求、檢驗要求及焊后熱處理工藝(有要求時)等。
(3)壓力管道施焊前,根據(jù)焊接作業(yè)指導(dǎo)書應(yīng)對焊工及相關(guān)人員進(jìn)行技術(shù)交底,并做好技術(shù)交底記錄。
(4)對于高溫、高壓、劇毒、易燃、易爆的壓力管道,在焊接施工前應(yīng)畫出焊口位置示意圖,以便在焊接施工中進(jìn)行質(zhì)量監(jiān)控。
2、對材料的要求
(1)被焊管子(件)必須具有質(zhì)量證明書,且其質(zhì)量符合國家現(xiàn)行標(biāo)準(zhǔn)(或部頒標(biāo)準(zhǔn)) 的要求; 進(jìn)口材料應(yīng)符合該國家標(biāo)準(zhǔn)或合同規(guī)定的技術(shù)條件。
(2)焊接材料(焊條、焊絲、鎢棒、氬氣、二氧化碳?xì)狻⒀鯕狻⒁胰矚獾龋┑馁|(zhì)量必須符合國家標(biāo)準(zhǔn)(或行業(yè)標(biāo)準(zhǔn)),且具有質(zhì)量證明書。其中鎢棒宜采用鈰鎢棒; 氬氣純度不應(yīng)低于99.95%; 二氧化碳?xì)饧兌炔坏陀?99.5%;含水量不超過 0.005%。
(3)壓力管道予制和安裝現(xiàn)場應(yīng)設(shè)置符合要求的焊材倉庫和焊條烘干室,并由專人進(jìn)行焊條的烘干與焊材的發(fā)放,并做好烘干與發(fā)放記錄。
3、焊接設(shè)備
(1)焊接機具設(shè)備主要包括:交流焊機、直流焊機、氬弧焊機、高溫烘干箱、中溫烘干箱、恒溫箱、二氧化碳?xì)怏w保護(hù)焊機、焊條保溫筒、內(nèi)磨機及電動磨光機等。
(2)用于壓力管道焊接的各類焊機必須裝有電流表、電壓表,并按要求定期進(jìn)行檢定,焊接規(guī)范參數(shù)調(diào)節(jié)應(yīng)靈活。
4、焊接人員
(1)壓力管道焊工應(yīng)具備按《特種設(shè)備焊接操作人員考核細(xì)則》考試合格的焊工合格證,且其合格項目與施焊項目相適應(yīng),并在規(guī)定的有效期內(nèi)。
(2)焊條烘干人員、焊條倉庫管理人員要嚴(yán)格按照本公司 《焊接過程控制程序》的規(guī)定執(zhí)行。
5、施焊環(huán)境
(1)焊接時的風(fēng)速不應(yīng)超過下列規(guī)定,當(dāng)超過規(guī)定時應(yīng)有防風(fēng)設(shè)施。
a)手工電弧焊: 8m/s;
b)氬弧焊、二氧化碳?xì)怏w保護(hù)焊: 2m/s。
(2)焊接電弧 1m范圍內(nèi)相對濕度不得大于 90%。
(3)在雨雪天氣施焊時,要搭設(shè)防護(hù)棚;當(dāng)焊件表面潮濕時,應(yīng)對無預(yù)熱要求的管子(件)進(jìn)行烘烤,去除潮氣。
(4)焊接時允許的最低環(huán)境溫度如下:
碳素鋼: -20℃;低合金鋼: -10 ℃;中高合金鋼: 0℃。
三、焊接工藝
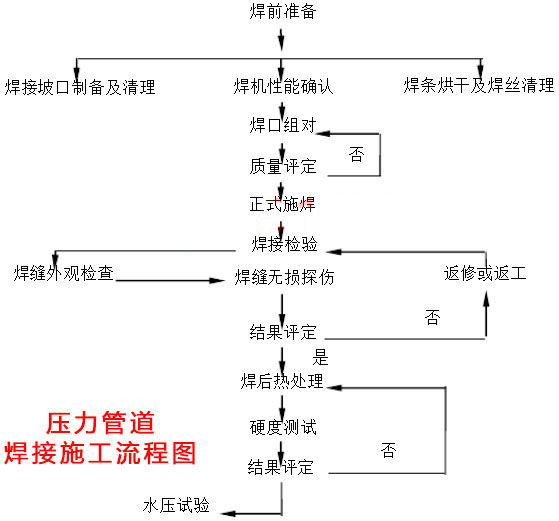
1、壓力管道焊接施工流程圖(見圖 1)
2、焊前準(zhǔn)備及接頭組對
(1)壓力管道焊接方法按設(shè)計規(guī)定執(zhí)行,當(dāng)設(shè)計無規(guī)定時,可按壁厚選用焊接方法。當(dāng)壁厚≤ 6mm時,可選用氬弧焊或氬弧焊打底電焊蓋面工藝;當(dāng)壁厚>6mm時,可采用氬弧焊打底,手工電弧焊蓋面的焊接工藝。
(2)焊接材料的選用按設(shè)計規(guī)定, 若設(shè)計無規(guī)定時, 按表 1 、表 2、表 3 選用,并符合下列要求:
a)同種管子(件)焊接時,焊縫金屬性能和化學(xué)成分應(yīng)與母材相當(dāng),且焊材工藝性能良好。
b)異種鋼管子焊接時,焊條或焊絲的選用一般應(yīng)符合下列要求:
① 兩側(cè)管材均非奧氏體不銹鋼時, 可選用成分介于二者之間或與合金含量低的一側(cè)相匹配的焊條、焊絲。
② 兩側(cè)之一為奧氏體不銹鋼時,可選用含鎳量較高的不銹鋼焊條(絲)。
表 1 常用鋼號推薦選用的焊接材料
| 鋼號 | 焊條電弧焊 | CO2氣保焊 | 氬弧焊 | |
| 焊條 | 焊絲鋼號 (標(biāo)準(zhǔn)號) |
焊絲鋼號 (標(biāo)準(zhǔn)號) |
||
| 型號 (標(biāo)準(zhǔn)號) |
牌號示例 | |||
| Q235-A· F Q235-A 10(管)20(管) |
E4303 (GB/T5117) |
J422 | H08MnSi (GB/T14958) |
— |
| Q235-B Q235-C 20G 20g 20R 20 (鍛) |
E4316 (GB/T5117) |
J426 | H08MnSi (GB/T14958) |
— |
| E4315 (GB/T5117) |
J427 | |||
| 16Mn,16MnR | E5016 (GB/T5117) |
J506 | H08Mn2SiA (GB/T 14958) |
HlOMnSi (GB/T14957) |
| E5015 (GB/T5117) |
J507 | |||
| 12CrMo 12CrMoG |
E5515-B1 (GB/T5118) |
R207 | — | H08CrMoA (GB/T14957) |
| 15CrMo 15CrMoG 15CrMoR |
E5515-B2 (GB/T5118) |
R307 | — | Hl3CrMoA (GB/T14957) |
| 12CrlMoV 12CrlMoVG |
E5515-B2-V (GB/T5118) |
R317 | — | H08CrMoVA (GB/T14957) |
| 1Cr5Mo | E5MoV-15 | R507 | — | — |
| 0Cr18Ni9 | E308-16 (GB/T983) |
A102 | — | H0Cr2lNil0 (YB/T5091) |
| E308-15 (GB/T983) |
A107 | — | ||
| 0Cr18Ni10Ti 1Cr18Ni9Ti |
E347-16 (GB/T983) |
A132 | — | H0Cr21Ni10Ti (YB/T5091) |
| E347-15 (GB/T983) |
A137 | — | ||
表 2 不同鋼號相焊推薦選用的焊接材料
| 被焊鋼材類別 | 接頭母材類別 或組別號 |
焊條電弧焊 | 氬弧焊 | 備注 | |
| 焊條 | 焊絲鋼號 (標(biāo)準(zhǔn)號) |
||||
| 型號 (標(biāo)準(zhǔn)號) |
牌號示例 | ||||
| 碳素鋼之間焊接 | Ⅰ+Ⅰ | E4303 (GB/T5117) |
J422 | H08A(GB/T14957) | |
| E4315 (GB/T5117) |
J427 | ||||
| 碳素鋼與強度 性低合金鋼焊接 |
I + (II-1) | E4303 (GB/T5117) |
J422 | HlOMnSi(GB/T14957) | |
| E4315 (GB/T5117) |
J427 | ||||
| I + (II-2) | E4315 (GB/T5117) |
J427 | HlOMnSi(GB/T14957) | ||
| E5015 (GB/T5117) |
J507 | ||||
| I + (III-1) I + (III-2) |
E4315 (GB/T5117) |
J427 | HlOMnSi(GB/T14957) | ||
| E5015 (GB/T5117) |
J507 | ||||
| 碳素鋼與耐熱 型低合金鋼 焊接 |
I +IV | E4315 (GB/T5117) |
J427 | HlOMnSi (GB/T14957) |
— |
| I +V | E4315 (GB/T5117) |
J427 | HlOMnSi (GB/T14957) |
— | |
| 碳素鋼與低溫 型低合金鋼 焊接 |
I +VI | E4315 (GB/T5117) |
J427 | HlOMnSi (GB/T14957) |
— |
| 強度性低合金鋼的焊接 | Ⅱ+Ⅱ | E5015 (GB/T5117) |
J507 | HlOMnSi | |
| E5515-G (GB/T5118) |
J557 | (GB/T14957) | |||
| 珠光體鋼與奧 氏體不銹鋼焊接 |
I + (VD-1) | E309-16 (GB/T983) |
A302 | HlCr24Nil3 | |
| E309-15 (GB/T983) |
A307 | (YB/T5091) | |||
| E309MO-16 (GB/T983) |
A312 | — | — | ||
| 11+ (VD-1) | E309-16 (GB/T983) |
A302 | HlCr24Nil3 | ||
| E309MO-16 (GB/T983) |
A312 | (YB/T5091) | |||
| III+ (VD 1) | E310-16 (GB/T983) |
A402 | HlCr26Ni21 | ||
| E310-15 (GB/T983) |
A407 | (YB/T5091) | |||
| IV+ (VD-1) | E309-16 (GB/T983) |
A302 | HlCr24Nil3 (YB/T5091) |
— | |
| E310-16 (GB/T983) |
A402 | HlCr26Ni21 (YB/T5091) |
— | ||
| E310-15 (GB/T983) |
A407 | HlCr26Ni21 (YB/T5091) |
— | ||
| V+(VD-1) | E309-16 (GB/T983) |
A302 | HlCr24Nil3 (YB/T5091) |
— | |
| E310-16 (GB/T983) |
A402 | HlCr26Ni21 (YB/T5091) |
— | ||
| E310-15 (GB/T983) |
A407 | HlCr26Ni21 (YB/T5091) |
— | ||
| VI + (VD-1) | E309-16 (GB/T983) |
A302 | HlCr24Nil3 | ||
| E309-15 (GB/T983) |
A307 | (YB/T5091) | |||
表 3 常用鋼號分類分組
| 類別號 | 組別號 | 鋼號 |
| I | I -1 | Q235-A· F,Q235-A,Q235-B,Q235-C 10(管),20,20g,20G,20R |
| II | II-1 | 16Mn,16MnR |
| II-2 | 15MnVR,15MnNbR,20MnMo | |
| 111 | 111-1 | 13MnNiMoNbR,18MnMoNbR,20MnMoNb |
| III-2 | 07MnCrMoVR | |
| IV | IV-1 | 12CrMo,12CrMoG,15CrMo,15CrMoG,15CrMoR, 14Cr1Mo ,14Cr1MoR,12Cr1MoV,12Cr1MoVG |
| IV-2 | 12Cr2Mo,12Cr2MoG 12Cr2Mol,12Cr2MolR |
|
| V | V-l | lCr5Mo |
| VI | Vl-1 | 09MnD,09MnXiD,09MnNiDR |
| VI-2 | 16MnD,16MnDR,ISMnNiDR,20MnMoD | |
| Vl-3 | 07MnNiCrMoVDR,08MnNiCrMoVD,10Ni3MoVD | |
| VII | VU-1 | lCrl8Ni9Ti,0Crl8Ni9 0Crl8Nil0Ti,00Crl9Nil0 |
| VU-2 | 0Cr17Ni12Mo2,0Cr18Ni12Mo2Ti,00Cr17Ni14Mo2 0Cr19Ni13Mo3,00Cr19Ni13Mo3 |
|
| VIII | VIII-1 | 0Crl3 |
(3)焊接接頭的坡口形式、尺寸及組對要求按設(shè)計規(guī)定執(zhí)行,當(dāng)設(shè)計無規(guī)定時,按表 4 確定。
表 4 焊接接頭坡口形式和尺寸
| 厚度T (mm) |
坡口 名稱 |
坡口尺寸 | 備注 | ||
| 間隙 с (mm) |
鈍邊 р (mm) |
坡口角度 α(β)(°) |
|||
| 1~3 | I型 坡口 |
0 ~1.5 | _ | _ | 單面焊 |
| 3~6 | 雙面焊 | ||||
| 3~9 | V型 坡口 |
0~2 | 0~2 | 65 ~75 | |
| 9~26 | 0~3 | 0~3 | 55 ~65 | ||
| 6~9 | 帶墊板 V型 坡口 |
3~5 | 0~2 | 45 ~55 | |
| 9~26 | 4~6 | 0~2 | |||
| 12~60 | X型 坡口 |
0~3 | 0~3 | 55 ~65 | |
| 20~60 | 雙V型 坡口 |
0~3 | 1~3 | 65~75 (8 ~12) |
|
| 20~60 | U型 坡口 |
0~3 | 1~3 | (8 ~12) | |
| 管徑Φ 76~ 133 |
管座 坡口 |
2~3 | _ | 45 ~60 | |
(4)管子坡口應(yīng)按下列方法加工:
a)按 SH3501-2001《石油化工劇毒、可燃介質(zhì)管道工程施工及驗收規(guī)范》分為 SHA級的壓力管道、中高合金鋼及不銹鋼管道的坡口應(yīng)采用機械方法加工。
b)其他管道坡口宜采用機械方法加工,當(dāng)采用熱加工方法時,切割后必須去除影響焊接質(zhì)量的表面層。
(5)壁厚相同的管子(件)組對時,應(yīng)內(nèi)壁平齊,如有錯口,其錯口值應(yīng)按設(shè)計規(guī)定執(zhí)行,當(dāng)設(shè)計無規(guī)定時,應(yīng)按下列要求執(zhí)行:
a)劇毒、易燃易爆管道局部錯口為壁厚的 10%,且不大于 0.5mm。
b)高溫、高壓及合金鋼管道局部錯口為壁厚的 10%,且不大于 1.0mm。
c)其他管道局部錯口為壁厚的 10%,且不大于 1.5mm。
(6)當(dāng)壁厚不同的管子(件)組對時,應(yīng)將厚壁管按薄壁管厚度削薄。
(7)管道焊縫的設(shè)置應(yīng)避開應(yīng)力集中區(qū),且便于焊接、熱處理及各種檢驗。
(8)焊接接頭組對前,應(yīng)用砂輪清理坡口及其兩側(cè)內(nèi)外表面,在距坡口兩側(cè)20mm范圍內(nèi)不得有油漆、毛刺、銹斑、氧化皮及其他對焊接質(zhì)量有害的物質(zhì),并磨出金屬光澤。
(9)認(rèn)真檢查坡口及其兩側(cè)不得有裂紋、夾層等缺陷。
(10)不銹鋼管道采用電弧焊時, 坡口兩側(cè)各 100mm范圍內(nèi)應(yīng)涂白粉或其他防沾污劑。
(11)焊件組裝時,應(yīng)將待焊管子(件)墊置牢固,以防止在焊接和熱處理過程中發(fā)生變形和附加應(yīng)力。
(12)除設(shè)計規(guī)定的冷拉口外,其余焊口應(yīng)禁止強力組對,更不允許用熱膨脹法對口,以防引起附加應(yīng)力。
(13)當(dāng)焊接所處位置障礙多時, 合格焊工在施焊前亦應(yīng)進(jìn)行與實際條件相同的模擬練習(xí)及試焊,經(jīng)無損檢測合格后方可正式焊接。
(14)組對管口局部間隙過大時應(yīng)設(shè)法修正至規(guī)定尺寸, 嚴(yán)禁在間隙內(nèi)填塞它物。
(15)焊條在使用前應(yīng)分別按其說明書要求進(jìn)行烘干, 并放在保溫筒內(nèi)隨用隨取。焊絲使用前應(yīng)清除其表面的油污、銹跡等。
3、定位焊
定位焊時除其焊接材料、焊接工藝和預(yù)熱溫度等應(yīng)與正式焊接相同外,還應(yīng)滿足下列要求:
a)定位焊應(yīng)能保證焊縫在正式施焊過程中不致開裂,其長度宜為 10~ 15mm,高宜為 2~ 4mm,且不超過壁厚的 2/3。定位焊縫兩端應(yīng)修磨成緩坡狀。
b)定位焊不得有裂紋及其他缺陷,如有缺陷應(yīng)徹底磨除重新進(jìn)行定位焊。
c)在合金鋼管壁上點焊組對卡具定位時,卡具的材質(zhì)/鋼號/牌號/鋼級和焊材應(yīng)與管材相同。當(dāng)拆除卡具時,不得用敲打或掰扭的方法拆除。當(dāng)用氧 - 乙炔焰切割卡具時,應(yīng)在離管道表面 3mm處切割,然后用砂輪修磨平整。
4、正式焊接
(1)焊接引弧應(yīng)在坡口內(nèi)進(jìn)行,嚴(yán)禁在管子(件)表面引燃電弧、試驗電流或焊接臨時支撐物。
(2)在焊接中應(yīng)確保起弧及收弧的質(zhì)量,收弧應(yīng)將弧坑填滿,多層焊的層間接頭應(yīng)相互錯開。
(3)除焊接工藝有特殊要求外,每條焊縫應(yīng)一次連續(xù)焊完,如因故被迫中斷,應(yīng)采取緩冷措施,再焊時應(yīng)仔細(xì)檢查確認(rèn)無裂紋后,方可按焊接工藝?yán)^續(xù)施焊。有預(yù)熱要求的管材應(yīng)按預(yù)熱要求重新預(yù)熱后施焊。
(4)管子焊接時,管端要堵封住,防止管內(nèi)穿堂風(fēng)。
(5)焊接時焊接工藝參數(shù)均按表5、表6 選擇。
表 5 焊條電弧焊工藝參數(shù)
| 焊接方法 | 焊條直徑(mm) | 焊接電流(A) | 電弧電壓(V) |
| 焊條電弧焊 | Φ2.5 | 80~100 | 22 |
| 焊條電弧焊 | Φ3.2 | 100~140 | 22 |
| 焊條電弧焊 | Φ4.0 | 160~200 | 22 |
表 6 鎢極氬弧焊工藝參數(shù)
| 焊接方法 | 焊絲直徑(mm) | 焊接電流(A) | 電弧電壓( V) | 氣體流量( L/min ) |
| 鎢極氬弧焊 | Φ 0.2~2.5 | 80 ~100 | 12 | 8~10 |
(6)根據(jù)設(shè)計及焊接工藝評定需焊前預(yù)熱的管子(件),焊前應(yīng)按要求進(jìn)行局部預(yù)熱。 具體程序按照 《壓力管道安裝通用熱處理工藝規(guī)程》 中的有關(guān)條款執(zhí)行。
(7)當(dāng)采用氬弧焊打底時,應(yīng)及時進(jìn)行打底焊縫的檢查,合格后盡快進(jìn)行蓋面焊接,以防止產(chǎn)生裂紋。
(8)有淬火傾向的管材施焊過程中,層間溫度應(yīng)不低于規(guī)定的預(yù)熱溫度的下限。
(9)中、高合金鋼(含鉻量≥ 3%或合金總含量> 5%)的管子(件)焊接時,為防止根層氧化或過燒,內(nèi)壁應(yīng)充氬氣或混合氣體保護(hù)。
(10)厚壁大直徑管的焊接應(yīng)采用多層多道焊進(jìn)行逐層焊接, 其中氬弧焊打底的焊層厚度不小于 3mm,各層經(jīng)自檢合格后方可焊接次層,直至完成。
(11)為減少焊接變形和應(yīng)力,直徑大于 194mm的管子(件)宜采用二人對稱施焊。
(12)對需做檢驗的隱蔽焊縫,應(yīng)經(jīng)檢驗合格后,方可進(jìn)行其他工序。
(13)低溫鋼、奧氏體不銹鋼、耐熱耐蝕高合金鋼以及奧氏體與非奧氏體異種鋼接頭焊接時應(yīng)符合下列規(guī)定:
a)應(yīng)在焊接作業(yè)指導(dǎo)書規(guī)定的范圍內(nèi),在保證焊透和熔合良好的條件下,采用小電流、短電弧、快焊速和多層多道焊工藝,并應(yīng)控制層間溫度。
b)對抗腐蝕性能要求高的雙面焊縫,與腐蝕介質(zhì)接觸的焊層應(yīng)最后施焊。
c)低溫鋼焊接完畢,宜對焊縫進(jìn)行表面焊道退火處理。
d)奧氏體不銹鋼焊縫及其附近表面應(yīng)進(jìn)行酸洗、鈍化處理。
(14)管道冷拉口所使用的工卡具,應(yīng)待焊接及熱處理工作結(jié)束后方可拆除。
(15)管道支吊架焊接的焊工和焊材必須與管道焊接要求相同。焊縫焊接牢固,成型美觀、無缺陷,焊接過程中要防止焊穿管子,并有防止變形的措施。
(16)焊口焊完應(yīng)進(jìn)行清理,經(jīng)自檢合格后,在焊縫附近打上焊工本人的代號鋼印,并在相應(yīng)的管道單線圖上作記錄。
四、質(zhì)量檢查及評定
1、焊縫質(zhì)量檢查
焊縫應(yīng)進(jìn)行外觀自檢和專檢, 自檢率為 100%, 專檢率根據(jù)設(shè)計要求執(zhí)行。外觀檢查質(zhì)量應(yīng)符合設(shè)計要求,當(dāng)設(shè)計無規(guī)定時,應(yīng)符合以下要求:
(1)焊縫外觀成型良好,與母材圓滑過渡,其寬度以每邊蓋過坡口邊緣 2mm為宜。
(2)焊縫表面不允許有裂紋、未熔合、氣孔、夾渣、飛濺等存在。
(3)設(shè)計溫度低于 -29℃的管道、不銹鋼和淬硬傾向較大的合金鋼管道焊縫表面,不得有咬邊現(xiàn)象。其他材質(zhì)/鋼號/牌號/鋼級管道咬邊深度不大于 0.5mm,連續(xù)咬邊長度不大于100mm,且焊縫兩側(cè)咬邊總長不大于該焊縫全長的 10%。
(4)焊縫表面不得低于管道表面。焊縫余高≤ 1+0.2 焊縫坡口寬度,且不大于3mm。
(5)焊接接頭錯邊不應(yīng)大于壁厚的 10%,且不大于 2mm。
2、焊縫無損檢測
(1)壓力管道焊縫無損檢測方法:抽檢率、合格等級和執(zhí)行的標(biāo)準(zhǔn)應(yīng)按設(shè)計要求執(zhí)行。
(2)按百分比抽檢的焊接接頭,應(yīng)由質(zhì)量檢查員根據(jù)焊工和現(xiàn)場的情況指定檢測位置。
(3)同管線的焊接接頭抽樣檢驗,若有不合格時,應(yīng)按該焊工的不合格數(shù)加倍檢驗,若仍不合格,則應(yīng)全部檢驗。
(4)不合格的焊縫同一部位的返修次數(shù),非合金鋼管道不得超過 3 次,其余鋼種管道不得超過 2 次。經(jīng)返修后的焊縫按原要求復(fù)檢合格。
(5)其他要求按本公司《無損檢測通用作業(yè)指導(dǎo)書》的規(guī)定執(zhí)行。
3、合金焊縫光譜分析按設(shè)計規(guī)定執(zhí)行。
4、焊后熱處理質(zhì)量檢驗根據(jù)設(shè)計規(guī)定進(jìn)行,當(dāng)焊縫的硬度值超過規(guī)定的范圍時,應(yīng)按班次作加倍復(fù)檢,并查明原因,對不合格焊縫重新進(jìn)行熱處理及硬度測試。
五、安全技術(shù)措施
1、所有帶電設(shè)備必須有良好的接地,焊工及熱處理工在啟動帶電設(shè)備時,必須首先檢查設(shè)備接地是否良好。
2、非電工嚴(yán)禁拆裝一次線,焊接及熱處理設(shè)備的接線、檢查、維修必須在切斷電源后進(jìn)行。
3、焊接設(shè)備裸露部分、轉(zhuǎn)動部分及冷卻部分均應(yīng)設(shè)保護(hù)罩,焊工所用導(dǎo)線必須是絕緣良好的橡皮線,在連接電焊鉗一端的接頭至少有 5 米絕緣軟導(dǎo)線。
4、焊工在閉合和斷開電源開關(guān)時,應(yīng)戴干燥手套,通電后不準(zhǔn)觸摸導(dǎo)電部分。
5、焊工離開工作場所時,必須隨即切斷電源,檢查施焊場地確無火種后離去。
6、禁止焊接帶有壓力的管道; 禁止在存有易燃易爆物品的車間、室及其周圍 5米的地方進(jìn)行焊接與切割。
7、高空焊接與熱處理時,應(yīng)戴安全帽、安全帶并攜帶工具袋,所使用的工具一律放在工具袋內(nèi),并放置在可靠的地點。在焊接與熱處理場所上部臨時吊裝物體時,焊工及熱處理工應(yīng)自動避開。
8、高空作業(yè)使用的腳手架一定要用軟鐵絲扎牢固,焊工及熱處理工使用前要認(rèn)真檢查,禁止登在梯子的最高層進(jìn)行各種操作。
9、打藥皮時,要防止藥皮傷害眼睛,兩人對稱焊時,應(yīng)互防弧光打眼。
10、熱處理部位應(yīng)設(shè)明顯的警示和隔離措施。 加熱電纜及熱電偶信號電纜應(yīng)盡可能懸掛設(shè)置,防止意外損傷。
11、其他安全技術(shù)要求按本公司《安全生產(chǎn)管理制度》的規(guī)定執(zhí)行。
六、質(zhì)量記錄
1、工程竣工后,按設(shè)計或合同規(guī)定及時向業(yè)主移交焊接質(zhì)量記錄,若設(shè)計或合同無規(guī)定時,應(yīng)按以下交工文件整理:
(1)焊材質(zhì)/鋼號/牌號/鋼級量的證明;
(2)焊工合格證明;
(3)焊條烘干記錄、焊材發(fā)放記錄;
(4)焊縫外觀質(zhì)量檢查記錄;
(5)焊接記錄;
(6)焊縫無損檢測報告及布片示意圖。
(7)焊縫熱處理報告及位置示意圖。
(8)焊縫光譜分析報告。
(9)焊縫硬度報告。
(10)涉及的焊接工藝評定清單。
(11)焊口探傷委托單。
(12)焊口光譜分析委托單。
(13)焊口熱處理委托單。
(14)焊接作業(yè)指導(dǎo)書。
以上表式,按本公司《壓力管道安裝質(zhì)量文件記錄報告表格》選用。
2、本規(guī)程所涉及的以上質(zhì)量記錄按本公司《質(zhì)量記錄控制程序》的規(guī)定執(zhí)行。
至此,方案結(jié)束,編輯不易,轉(zhuǎn)載請帶上鏈接:合金鋼管 www.bviltd.cn/hejin/